





想要体验镀铜扁钢,铝板源头把关放心选购产品的魅力?不妨点击我们精心打造的视频,它将用更直观、更动人的方式展现产品的精彩之处。
以下是:镀铜扁钢,铝板源头把关放心选购的图文介绍
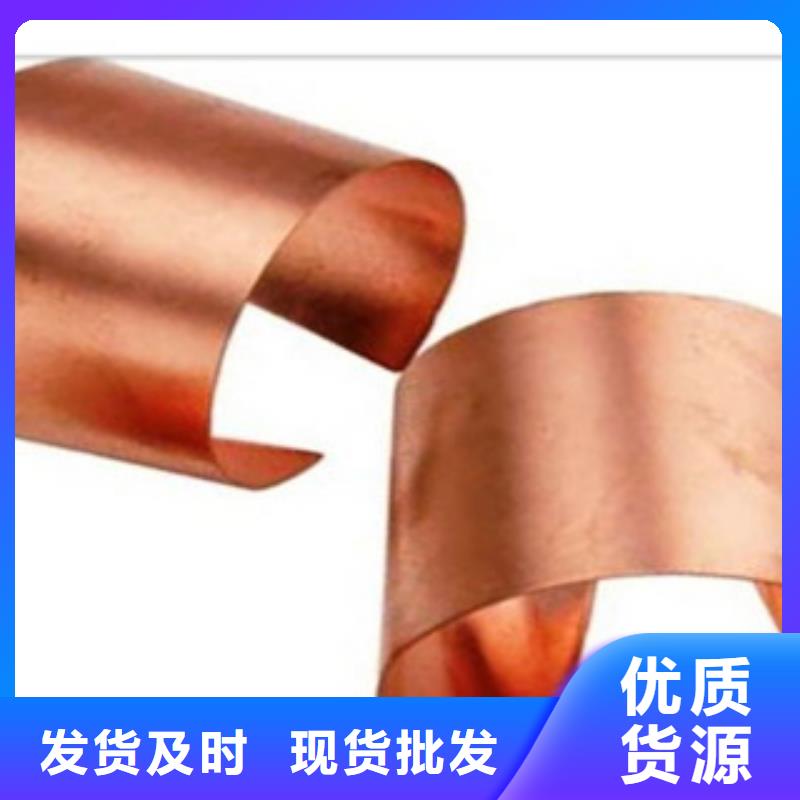
铝板
永发钢铁贸易(遂宁市分公司)


铝板的详细介绍
性能卓越高端大气


现场电镀操作中,电压的同时电流也将随之加大。从实用电流密度的观点而言,可分为三个阶段(参考下图) :
压起步阶段中其电流增加得十分缓慢,故不利于量产。
1.一直到达某个电压阶段时电流才会快速增加,此段陡翘曲线的领域,正是一般电镀量产的操作范围。
2.曲线到了高原后,即使再逐渐增加电压,但电流的上升却是极不明显。此时已到达正常电镀其电流密度的极限(1lim)。
此时若再继续增加电压而迫使电流超出其极限时,则镀层结晶会变粗甚至成瘤或粉化,并产生大量的氢气。此一阶段所形成之劣质镀层当然是无法受用的,但铜箔毛面棱线上的铜瘤,却是刻意超出极限之制作,而强化抓地力的意外用途。
以下即为阴极待镀件在其极电流强(Ilim)与电流密度(Jlim)的公式与说明,后者尤其常见于各种有关电镀的文章中。
● 被镀件之极限电流强度为(单位是安培A):
Ilim=
● 被镀件之极限电密度为(单位是ASF;A/fi2或ASD;A*/dm2)
J lim=
● 超过极限电流之电镀层,由于沉积与堆积太快的作用下,将使得结晶粗糙不堪,形成瘤状或粉状外表无光泽之劣质镀层,常呈现灰白状或暗色之外观,故称之为烧焦(Burning)。ED铜皮其粗面上之铜瘤却为刻意超过极限电流而产生者。
● 各种揽拌(吹气、过续循环、阴极摆动等)之目的均在逼薄阴极膜(使δ变小)减少浓差极化,并增加其可用之电流极限。且主槽液浓度(Cb)与扩散系数(D)的增大也有助于极限电流的,而增大电镀之反应范围。
阴极膜与电双层
压起步阶段中其电流增加得十分缓慢,故不利于量产。
1.一直到达某个电压阶段时电流才会快速增加,此段陡翘曲线的领域,正是一般电镀量产的操作范围。
2.曲线到了高原后,即使再逐渐增加电压,但电流的上升却是极不明显。此时已到达正常电镀其电流密度的极限(1lim)。
此时若再继续增加电压而迫使电流超出其极限时,则镀层结晶会变粗甚至成瘤或粉化,并产生大量的氢气。此一阶段所形成之劣质镀层当然是无法受用的,但铜箔毛面棱线上的铜瘤,却是刻意超出极限之制作,而强化抓地力的意外用途。
以下即为阴极待镀件在其极电流强(Ilim)与电流密度(Jlim)的公式与说明,后者尤其常见于各种有关电镀的文章中。
● 被镀件之极限电流强度为(单位是安培A):
Ilim=
● 被镀件之极限电密度为(单位是ASF;A/fi2或ASD;A*/dm2)
J lim=
● 超过极限电流之电镀层,由于沉积与堆积太快的作用下,将使得结晶粗糙不堪,形成瘤状或粉状外表无光泽之劣质镀层,常呈现灰白状或暗色之外观,故称之为烧焦(Burning)。ED铜皮其粗面上之铜瘤却为刻意超过极限电流而产生者。
● 各种揽拌(吹气、过续循环、阴极摆动等)之目的均在逼薄阴极膜(使δ变小)减少浓差极化,并增加其可用之电流极限。且主槽液浓度(Cb)与扩散系数(D)的增大也有助于极限电流的,而增大电镀之反应范围。
阴极膜与电双层

厂家直营大型工厂甄选铝板原材料无中间商

规格多样多种铝板规格可选满足客户多种需求

加工定制来图来样可根据您的需求定制铝板

贴心售后铝板发货迅速多年行业经验值得信赖

