





当然,这也得益于圆钢套丝机本身采用的就是通用的圆板牙,自然制作出来的螺纹也。小型螺纹钢车丝机在套丝的中,它的圆钢是不转的,仅仅是板牙在转,这样子有一个好处,就是不管再长的圆钢也可以制作螺纹。套丝机又名电动套丝机绞丝机螺纹钢车丝机是把1980年前的手动管螺纹绞板电动化。拉网采用步进电机拉网,可以解决同一张网片有不同的网孔尺寸的难题,拉网控制采用PLC控制屏幕中文显示。焊接采用了新型的焊网变压器。焊接电力电子控制采用同步控制技术,PLC控制中文显示,控制精度高、性能。钢筋笼卷笼机绕筋机为确保人身。请使用带漏电保护的自动开关。1.打开电源。检查冷却水泵是否正常工作。2.操作按钮检查电气控制是否正常工作。1.根据加工钢筋的直径,更换适合加工直径的滚轮。轧制轮与加工钢筋直径的关系如表1所示:轧制轮的外径φ78.2φ69.4φ59加工钢筋的直径节距.更换滚轮时,请使用适当的滚轮间距更换垫圈,以确保正确的节距。建贸机械绕筋机技术参数:◆ 主筋Φ12~40mm,箍筋Φ5~16mm(盘筋直接作业),绕筋间距范围:0~450mm可任意;◆ 功率:通设备15KW,加重设备20KW;可定做。◆ 滚焊速度根据操作熟练成度从低到高可任意。◆ 盘电机及电机电源电缆采链式保护,确保设备运行。无论是桥梁、房屋建筑,在安方钢筋时,都必须按照工程师给定的钢筋数量进行放置,不能少,也不能多。原因很简单,钢筋混凝土是当今建筑的基本材料,目的是为了让建筑能承受更大的压力。但从建筑上说,如果钢筋放得多,在浇筑混凝土时容易出现空洞,而空洞地出现,一个直接的后果就是混凝土受力不均匀,空洞的数量多了,受力不均匀的面也就多了。做笼子必看
?数控钢筋弯箍机更新换代走机械化发展道路。随着我国经济向市场经济的发展和转变,建筑机械生产在国民经济的地位日益。数控钢筋弯箍机的发展不能只停留在机械技术,还要和电子技术,自动控制,等科技相结合起来,其科技含量,如全自动数控钢筋弯箍机,同综合机械化,现代化的方向发展,将建筑机械生产到一个新层次的发展。??特点一调直系统采用我厂多年来生产的多轮组调直机结构,由水平和垂直2组多轮调直,矫直系统具有位置移动记忆检测,更换不同直径的钢筋,调直轮会自动向下或向上,达到换钢筋快速调直,缩短钢筋调直时间,整个均自动完成,多轮组同步牵引钢筋,轮与钢筋的压力减小,牵引力小,进而使耗能、钢筋损耗。钢筋笼绕筋机工作原理根据施工要求,首先钢筋笼绕筋机两滚筒间距离,将钢筋笼的主筋架预制好吊装到钢筋笼绕筋机两滚筒之间,通过穿过矫直器将盘筋穿入钢筋笼,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定及盘转动把绕筋缠绕在主筋上,同时进行焊接,从而形成产品钢筋笼---这就是 钻孔灌注桩钢筋笼绕筋机即“简易钢筋笼成型机”的工作原理.
<林芝>建贸机械设备有限公司
在废旧钢筋调直机导向管的前部应安装一根1米左右的钢筋。被调直的钢筋应先穿过钢管,再穿入导向筒和调直筒,以防止每盘钢筋接近调直完毕时弹出伤人。 切断三、四根钢筋后需停机检查长度是否合适,如果有偏差,可调整限位开关或定尺板,直至适合为止。型钢筋切断机,它与建筑工程上各种钢筋混凝土中碳素钢及热轧圆钢和螺纹钢。亦可切断扁铁、方钢和角钢。二、产品特点1、体积小、质量好、结构紧凑、紧实可靠。2、润滑性能好:采用箱式封闭结构,齿轮飞溅润滑,依次加油连续作业可用上一个月以上。〈油面应不低于油标刻度尺线,使机器始终处于良好润滑状态〉3、功能耗损少:因润滑条件改善,齿轮轴端采用滚动轴承,于同类型切断机相比与同类型切断机相比同负载时功率可降低三分之一.4、移动方便:前轮转向,机动灵活,维修方便。二、主要技术参数切断钢筋直径:6/40(钢筋抗拉程度UB≦450mpa以下﹚切断扁钢规格:70×15切断方钢规格:32×32切断角钢规格:50×50切刀公称冲程:34连续切断次数32次/min电机功率:2.2/3KW 电压、380V 转速:2880r/min外形尺寸:1250×500×730mm整机质量:485KG钢筋直径在20mm上下同时切断根数表钢筋直径mm 6-8 9-13 4-18 19-20 20以上每次切断根数 6 5 3 2 1废旧钢筋切断机采用滚动轴承,阻力小,与同类型切断机相比,负载时可大幅降低功耗。废旧钢筋切断机采用高钢性刀座、连杆、高速国标电机,质量更稳定,使用寿命更长。废旧钢筋切断机功能损耗少,因润滑条件的改善,齿轮端。绕筋机
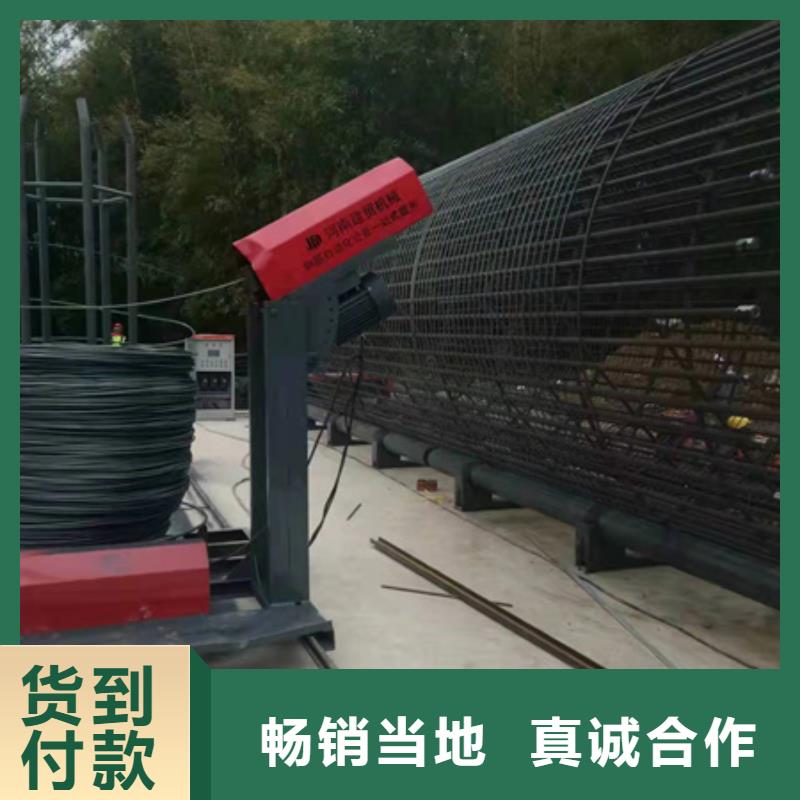
林芝数控钢筋笼滚笼机优质商家 <林芝>建贸机械设备有限公司绕筋机安装; 1、安装基座;按区域位置铺设中间动力基座,向两边连接其它基座并使其平行,连接螺栓不拧紧螺母,总长直线度≤5cm。 2、机架;共7节机架,安装于基座上并连接螺钉,传动机架安装在动力底座上,固定轴承座全部靠近小车方向。拧紧全部螺母。 传动安装;减速机安装在动力基座电机底板上,安装好链条,过渡链条松紧(指压松边20-50mm为宜),张紧链条尽量绷紧。 河南省建贸机械设备有限公司是一家集钢筋加工设备、型材冷加工弯曲设备、喷浆支护设备和预应力设备研发、制造、销售于一体的专业化生产企业,主要产品有:数控钢筋笼绕筋机、钢筋笼滚焊机、数控钢筋网排焊机、钢筋锯床、数控钢筋弯曲中心、数控弯箍机、八字筋成型机、联合冲剪机、镦粗机、弯曲机、切断机、调直机、自动上料喷浆车、液压喷湿机、注浆机、液压劈裂机、智能压浆、智能张拉机等。经过几年的发展,在行业领域已处领先地位。产品遍布各地,高质量的产品和完善的技术服务于高速铁路、高速公路、矿山、水电等基础建设领域。钢筋笼绕筋机加工速度快:正常情况下备料及滚焊部分5人一班,分班作业,10个人就可以加工30多个12米长成品笼笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。加工可靠:由于采是数控机械化作业,主筋、缠绕筋间距均匀,钢筋笼直一致,产品完全达到规范要求。在实际中工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使机械加工后,监理对机械化加工钢筋笼基本实行了。
 jmc
jmc
钢筋笼绕筋机的使用说明1.备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。2.焊完一节主、箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。3.圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。4.调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。工作原理钢筋绕筋机主机是采用传动原理——即钢筋笼平置于2组动力托辊之间转动,小车载着线材平行于主机匀速进行,产地螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产。产品特点:1、 速度快待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2、 质量稳定机械化作业不受人为因素影响,长时间工作可稳定质量不变。3、 适合各种主筋箍筋数量、形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4、 转运便捷组合式设计使搬运、安装、生产等不依赖起重设备,适应工厂化大批量固 定生产和施工现场分散的机业。5、 功耗低总功率不到15KW同步工作不到5KW 节能而且不影响总电容的配比。6、 流水线形式施工不受各工序影响,不间断完成主筋箍筋焊接成型、绕筋施焊等 全部。7、 采用螺纹连接技术可,帮助钢筋笼分解、安装速度。

新型钢筋笼绕筋机操作流程1、变换规格调节滑块位置时,一定要确认螺栓已紧固,以免焊接过程中滑块飞出,造成事故。2、当设备运行出现异常时,应立即停车检查故障原因所在,待故障排除之后重新起车焊接。在维修或调整设备(包括调节行程开关及接近开关位置)应将设备的所有电源全部切断,方可进行调节或维修,严禁在设备带电状态下进行调整。 3、设备通电启动前必须确保所有人员应远离设备(包括环筋的供筋系统,不得跨越环筋),以免发生危险。4、滚焊机在焊接过程中,操作工必须时常注意设备的运行状况,不得远离设备而干其他工作。5、设备必须接地良好,在工作过程当中一旦发现设备漏电, 应立即停车切断所有电源,待故障排除后方可继续工作。6、必须做好设备的维护和保养,这点需注意的事情是平时机械一定要定期的维护和保养。河南建贸机械设备有限公司是一个集研究、生产、销售为一体的建筑机械设备制造厂。河南建贸机械设备有限公司自创建伊始就以高起点、高为出发点,从厂区生产车间的建设到生产设备的引进,层层严格把关。企业一直把产品首位,建立了严格的制度,保证了产品的质量。
<林芝>建贸机械设备有限公司河南建贸钢筋笼绕筋机?采用套筒时要切平钢筋头有点费工,对中要先对好,接口的主筋要标号,便于套筒连接,可在主筋标上号,防止一头少一头多。制作的时候先对好(要求场地足够大),主筋用套筒连接法在钢筋笼下放过程比焊接工艺要大大缩短时间。主机;含机架、底座、胶辊、传动系统等。铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。
