您的位置>首页 >上海本地热动态 >
【螺旋管,热镀锌方管随到随提】-本土<鑫豪>
发布时间: 2024-06-02 22:04:27
以下是:【螺旋管,热镀锌方管随到随提】-本土<鑫豪>的产品参数
| 产品参数 |
|---|
| 产品价格 | 4100元 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 1根 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 否 |
|---|
| 产品材质 | Q235B Q355B |
|---|
| 产品品牌 | 鑫豪 |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 天津 |
|---|
| 产品产地 | 天津 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 型号齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 碳钢 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 450 |
|---|
| 工作温度 | 480 |
|---|
| 螺旋管长度 | 3米 4米 5米 6米 9米 12米 |
|---|
| 螺旋管生产工艺 | 埋弧焊 |
|---|
| 螺旋管特性 | 抗拉强度高,冷弯性能好 |
|---|
以下是:【螺旋管,热镀锌方管随到随提】-本土<鑫豪>的图文视频
导读 【螺旋管,热镀锌方管随到随提】-本土<鑫豪>,上海市鑫豪管业有限公司为您提供【螺旋管,热镀锌方管随到随提】-本土<鑫豪>,联系人:于经理,电话:0527-88266222、18151371377,QQ:648126397,请联系上海市鑫豪管业有限公司,发货地:天津静海大邱庄镇发货到上海。 上海市 约6000年前,上海西部即已成陆。春秋战国时,上海是春申君的封邑,故别称申。晋朝时,因渔民创造捕鱼工具“扈”,江流入海处称“渎”,因此松江下游一带称为“扈渎”,后又改“沪”,故上海简称“沪”。元至元二十九年(1292年),把上海镇从华亭县划出,批准设立上海县,标志着上海市建城之始。上海历史代表文化有“吴越文化”“江南文化”“海派文化”等。
我们为您呈现了一部精彩绝伦的【螺旋管,热镀锌方管随到随提】-本土<鑫豪>产品视频,让您感受产品的独特之处。
以下是:【螺旋管,热镀锌方管随到随提】-本土<鑫豪>的图文介绍

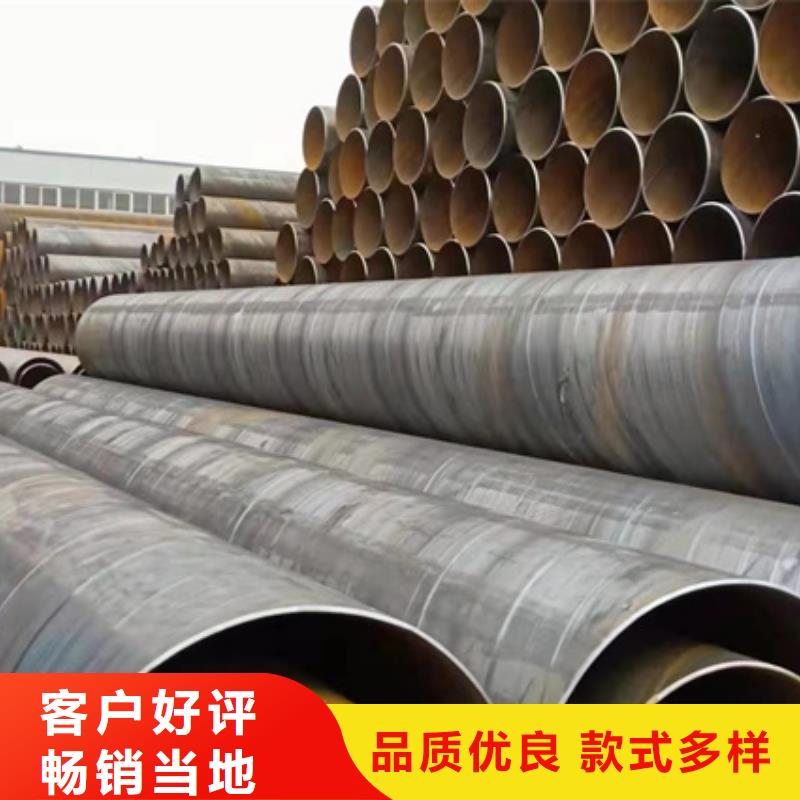
螺旋管浅析其具体的生产工艺流程:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)螺旋管带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)螺旋管成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)螺旋管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)螺旋管采用外控或内控辊式成型。
(6)螺旋管采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。


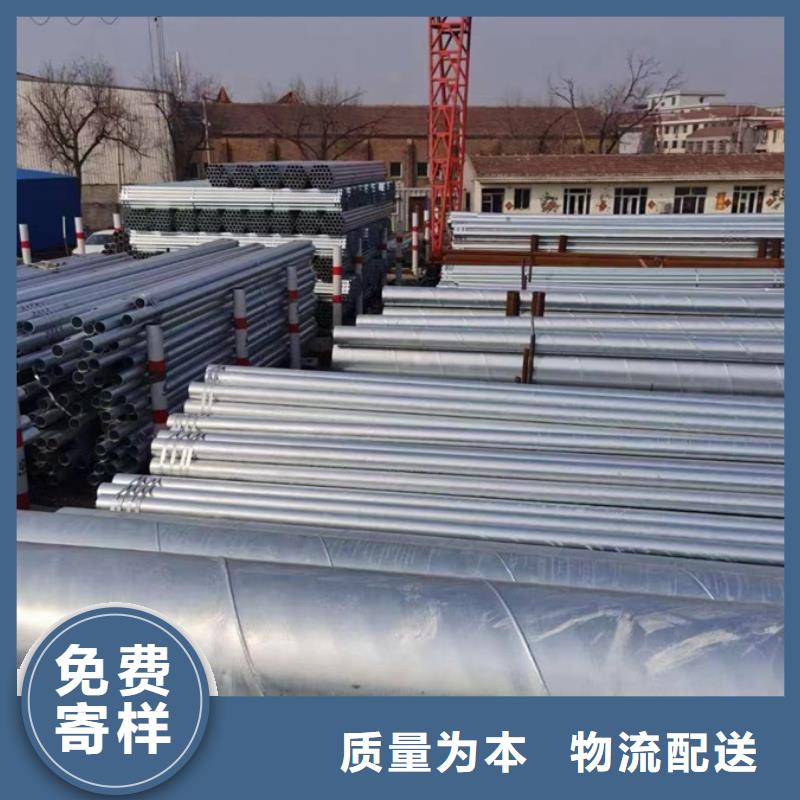
螺旋管厂介绍它的使用质量要求:
1.立管的垂直安装应小于每米3毫米,水平安装应小于1毫米。
2.支管不得焊接在焊缝处,弯曲处应避免焊缝。
3.焊缝要求是直的,焊缝是满的,焊缝表面没有烧穿或裂缝。
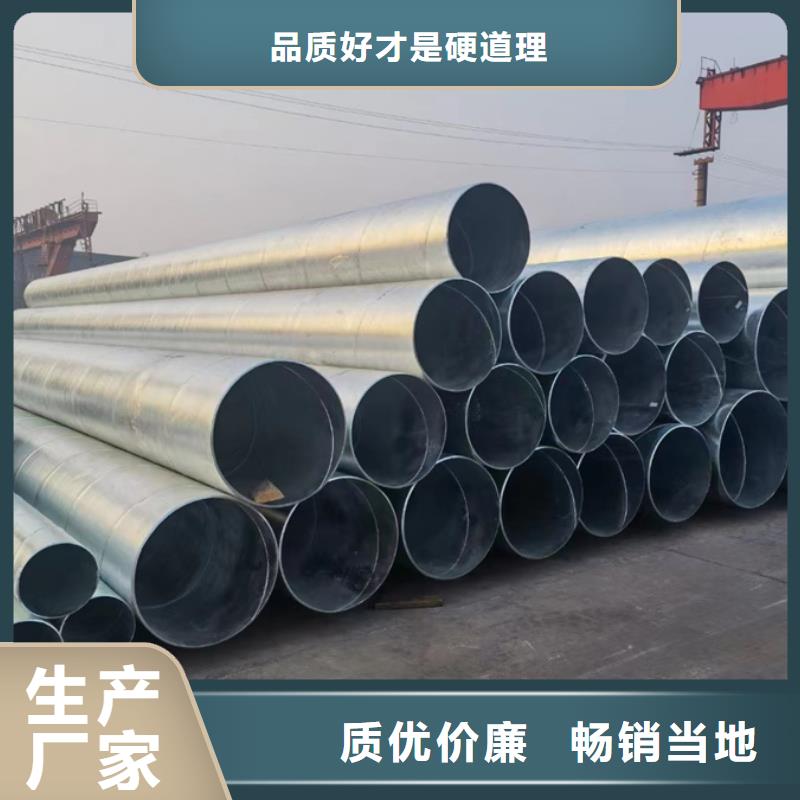
螺旋管厂将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。



总结 【螺旋管,热镀锌方管随到随提】-本土<鑫豪>,上海市鑫豪管业有限公司专业从事【螺旋管,热镀锌方管随到随提】-本土<鑫豪>,联系人:于经理,电话:0527-88266222、18151371377,QQ:648126397,发货地:静海大邱庄镇,以下是【螺旋管,热镀锌方管随到随提】-本土<鑫豪>的详细页面。