

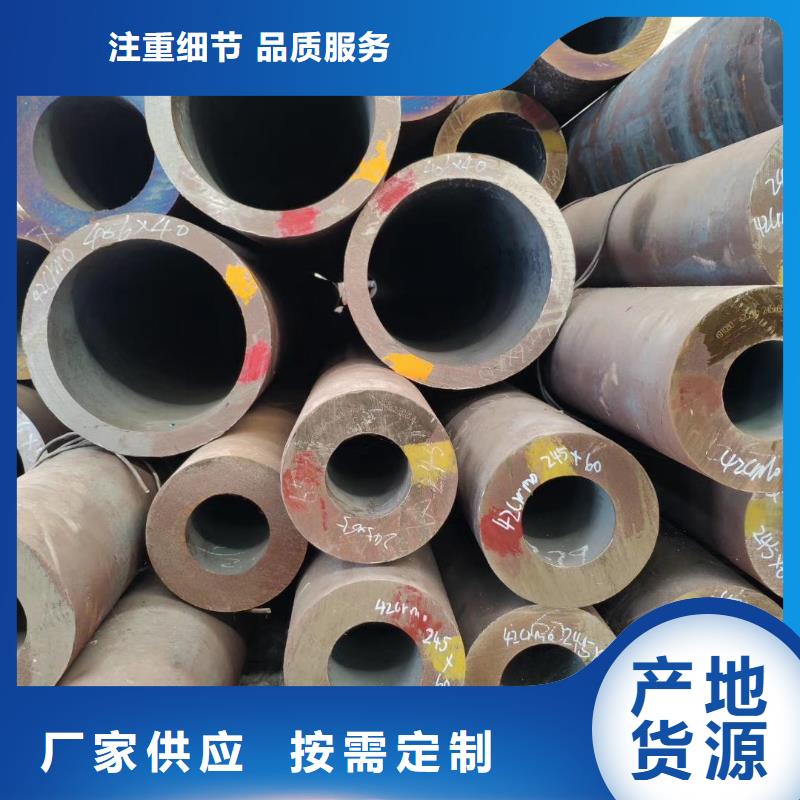

产品优势图


无缝钢管壁厚不均主要体现为螺旋状壁厚不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。无缝管连轧工艺调整的影响是导致成品管壁厚不均的重要因素。 具体为:1、无缝钢管螺旋状壁厚不均 成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的无缝钢管壁厚不均,一般沿钢管的全长呈螺旋状分布。在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿钢管全长呈螺旋状分布。 措施:调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。针对第二种情况,根据毛管出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成无缝钢管壁厚不均。定心辊开口度需要根 据毛管直径的变化作适当调整,并考虑毛管跳动量的大小。2、无缝钢管直线状壁厚不均 成因:芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成无缝钢管壁厚不均甚至拉凹缺陷。连轧轧辊间隙过小或过大。轧管机中心线偏差。单、双机架压下量不均,会造成钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。安全臼断裂,内外辊缝差大,会造成钢管直线型非对称偏差。连轧调整不当,堆钢、拉钢轧制会造成直线型壁厚不均。 措施:调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。用光学对中装置调整轧制中心线,年度大修时必须校正轧管机中心线。及时更换安全臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换。连轧时,要避免拉钢、堆钢。 无缝钢管头、尾部壁厚不均 成因:管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易造成毛管尾部壁厚不均。 措施检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。当轧辊转速调整后,匹配的导盘也做相应调整。关注导盘使用状态并加大对导盘螺栓的检查力度,降低导盘在轧钢时的窜动幅度,保证抛钢稳定。

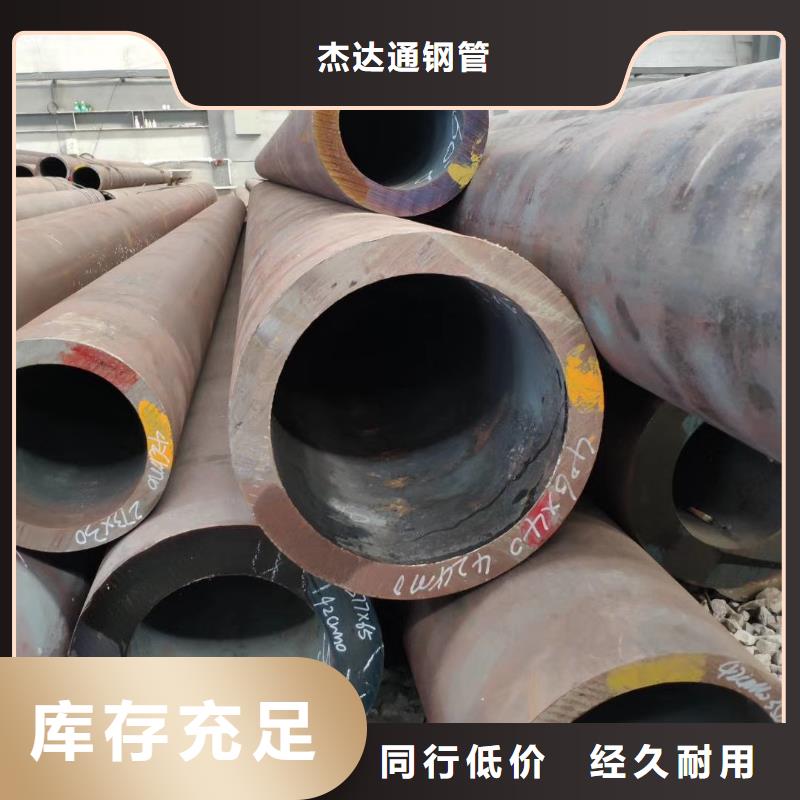
产品案例

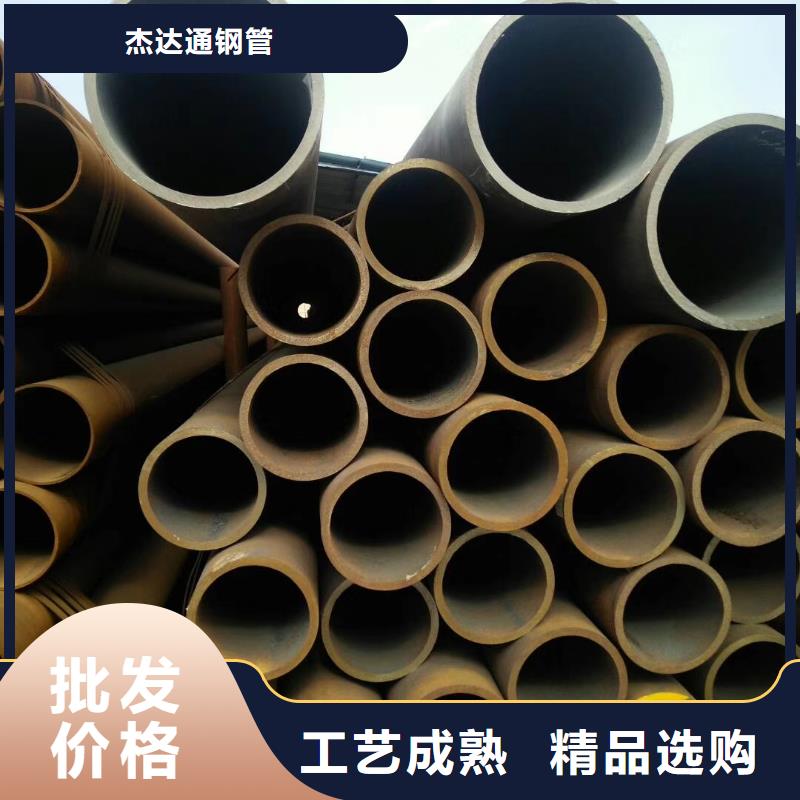
公司实力

Q355B无缝钢管具有内外壁无空气氧化层、高压无渗漏、精度高、光洁度高、钢冷弯后不变形、扩口、压扁、防锈等特点。因为有这么多优点,Q355B无缝钢管产品的应用范围在不断扩大,充分发挥其作用的重要性也更加突出。 例如,可作为工业设备及机械制造、纺织机械及设备加工制造企业的配套设施。 要提高Q355B无缝钢管产品的质量,在实际生产加工中,不仅要考虑当今商场的详细要求,还要考虑生产工艺、防腐措施、连接方式、成本高等问题。销售业绩将被重新梳理和分析。对Q355B无缝钢管产品进行合理有效的统筹规划,使其在专业能力方面具有各种优势和特点。主要是我公司生产的Q355B无缝钢管产品具有断裂韧性高、抗拉强度高、特性稳定、实际使用中线膨胀系数小、埋地不变形等特点。具有良好的防锈效果,防止外腐蚀和内腐蚀,保证50年的使用寿命。产品内壁光滑,阻力系数小。并选用全新的双热裂变连接专业能力,推动产品应用更安全、更经济的发展趋势。就Q355B无缝钢管制冷组中雾化喷嘴发动机的结构而言,其特点其实是肋骨底板的垂直部分。对于这个问题,冷拔方钢实际上比模具长10-50mm。单螺杆挤出机的扭矩,即管道将送入您的柴油发动机,然后送入冷藏和绝缘水箱。也就是说,水管的外层会被冷冻硬化。
