


我们诚意满满地为您制作了这部七孔梅花管【HDPE穿线管】严选好货产品视频,旨在、多角度地展现产品的各项功能和特点。通过观看这部视频,您将更直观地了解产品的设计理念、材质选择以及独特优势。
以下是:七孔梅花管【HDPE穿线管】严选好货的图文介绍
润星电力管材(呼伦贝尔市分公司)
专业生产高压电力改性聚丙烯管

高压电力改性聚丙烯管的图文介绍
设备先进品质保障

润星电力管材(呼伦贝尔市分公司)的核心创造力是专业、的 高压电力改性聚丙烯管科研团队。
公司的核心生产力是优异、稳定的 高压电力改性聚丙烯管产品质量。从严狠抓质检流程及标准,保证生产的每一个 高压电力改性聚丙烯管产品都合格合规达到要求。
公司的核心竞争力是覆盖全国、辐射全球的销售网络。
公司的核心生命力是快速、的技术服务团队。我们始终以客户为中心,快速精准解决客户问题,为客户提供准确完善的 高压电力改性聚丙烯管技术服务。





在保压、冷却时间不得移动连接件或在连接件上施加外力。七孔梅花管在对接焊机上管材和管件的焊口,清洁端口。七孔梅花管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。七孔梅花管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。七孔梅花管将加热工具放在两连接面之间。使对接焊机上的管材靠近加热工具并施加一定的压力,直到融化形成沿管材整个外圆周平滑对称的翻边为止。七孔梅花管加热完毕,待连接件应迅速脱离对接连接加热工具,并应用均匀外力使其完全接触,形成均匀凸缘。PE梅花管现场检验应符合以下要求,管材应与有材料测试中心的检测报告和合格。
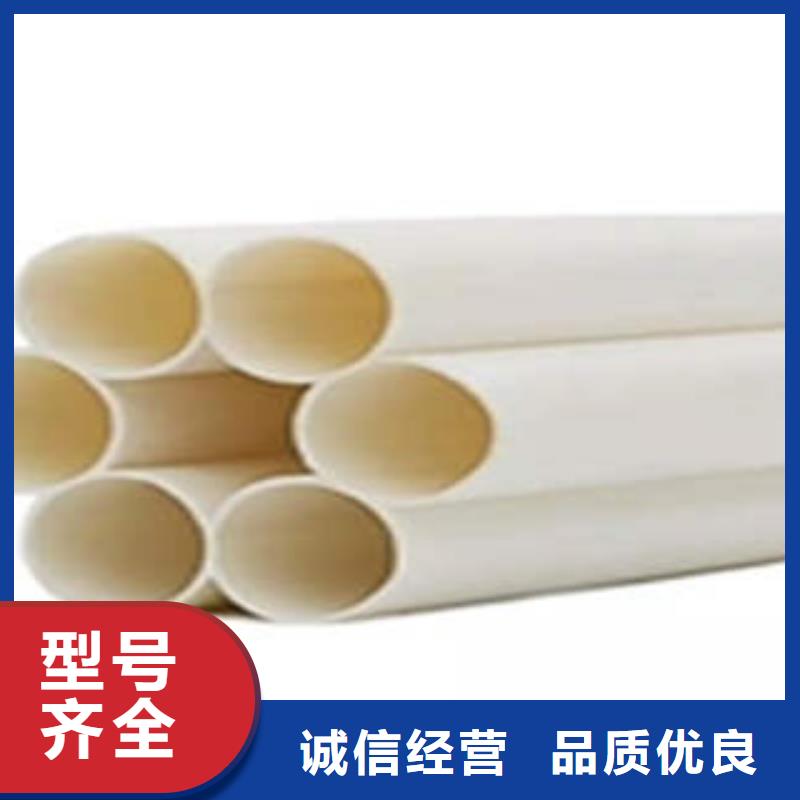
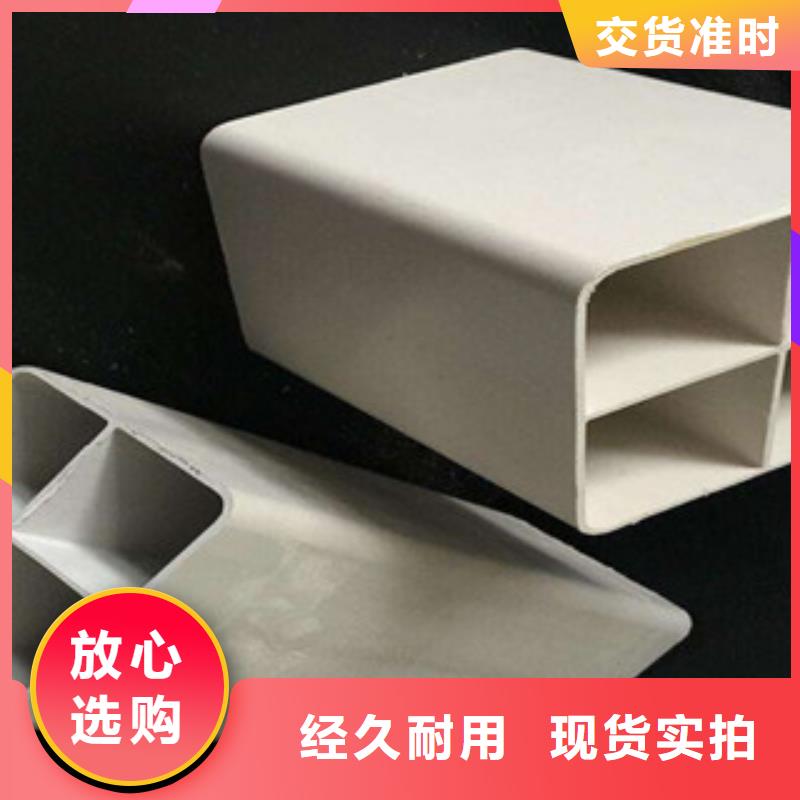
应检查和清点所有PE梅花管、接头件及其他相关材料的规格程式和数量,应检查所有PE梅花管、接头件及其他相关材料的外包装并作好记录。PE梅花管管材附件、接头及密封塞等优质齐备。PE梅花管管材的管身和管口不应有变形,接续配件齐全有效,套管(管箍)内径与插口外径应吻合。PE梅花管的外型应均匀一致,无缺陷、无刮痕、管材内壁、外壁应光滑、平整、清洁,不允许有气泡、裂口、和显著的凹陷、杂质等,PE梅花管管口应光滑平直并与轴向垂直,内外壁熔借紧密,PE梅花管色泽应均匀一致。根据检验结果形成现场检验报告。聚乙烯PE梅花管的内外层和色标线用HDP置树脂成型时,选用料的熔体流动速率应相接近或相同。三台挤出机挤出熔料的流速应相同。
这样,有利于三台挤出机同时挤出进入复合管模具中的三种熔融料接触界面的混熔。复合管成型模具中熔料流道腔工作面应光滑乎整、无零件间的装配凸台或平面结合经隙;各零件的制造和装配精度要求高。为了保证复合管内壁的光滑,保证制品内表面的 摩撩系数,注意模具中的芯棒外因工作面加工精度和光滑度要严格技制,租糙度R8应不大于o.32y”。七孔梅花管成型后的复合管应缓慢降温,水槽中冷却水的温度控制在12一16℃范围内。七孔梅花管牵引速度和管坯的挤出速度相匹配,把挤出成型复合管的牵引速度控制在10m/min以内。聚乙烯PE梅花管挤出成型时,由于复合管用料的不同,则三台挤出机对挤出原料的塑化工艺温度也就各有不同。PE梅花管外层和色标线用料是高密度聚乙烯。
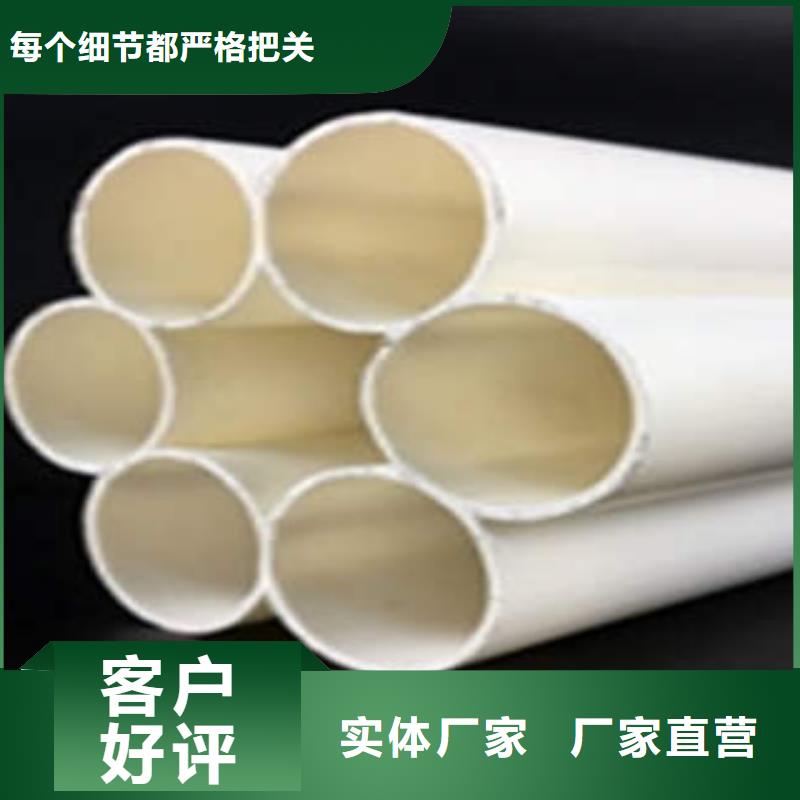
应检查和清点所有PE梅花管、接头件及其他相关材料的规格程式和数量,应检查所有PE梅花管、接头件及其他相关材料的外包装并作好记录。PE梅花管管材附件、接头及密封塞等优质齐备。PE梅花管管材的管身和管口不应有变形,接续配件齐全有效,套管(管箍)内径与插口外径应吻合。PE梅花管的外型应均匀一致,无缺陷、无刮痕、管材内壁、外壁应光滑、平整、清洁,不允许有气泡、裂口、和显著的凹陷、杂质等,PE梅花管管口应光滑平直并与轴向垂直,内外壁熔借紧密,PE梅花管色泽应均匀一致。根据检验结果形成现场检验报告。聚乙烯PE梅花管的内外层和色标线用HDP置树脂成型时,选用料的熔体流动速率应相接近或相同。三台挤出机挤出熔料的流速应相同。
这样,有利于三台挤出机同时挤出进入复合管模具中的三种熔融料接触界面的混熔。复合管成型模具中熔料流道腔工作面应光滑乎整、无零件间的装配凸台或平面结合经隙;各零件的制造和装配精度要求高。为了保证复合管内壁的光滑,保证制品内表面的 摩撩系数,注意模具中的芯棒外因工作面加工精度和光滑度要严格技制,租糙度R8应不大于o.32y”。七孔梅花管成型后的复合管应缓慢降温,水槽中冷却水的温度控制在12一16℃范围内。七孔梅花管牵引速度和管坯的挤出速度相匹配,把挤出成型复合管的牵引速度控制在10m/min以内。聚乙烯PE梅花管挤出成型时,由于复合管用料的不同,则三台挤出机对挤出原料的塑化工艺温度也就各有不同。PE梅花管外层和色标线用料是高密度聚乙烯。