

我们的镀锌管09CuPCrNiA钢板助您降低采购成本产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:镀锌管09CuPCrNiA钢板助您降低采购成本的图文介绍


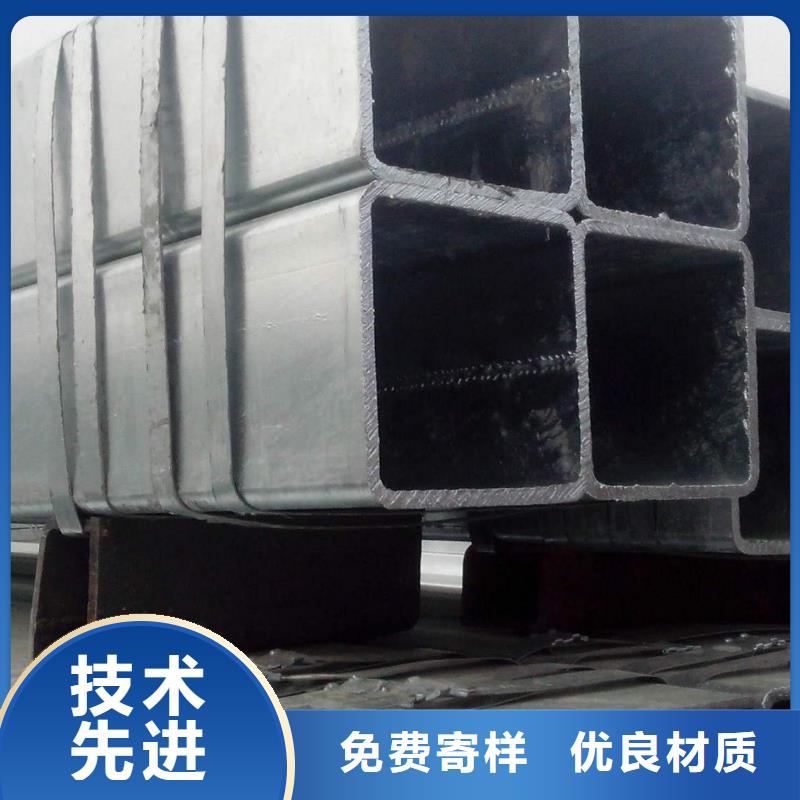
镀锌钢管原材料冷拔后残余地应力残留,残余地应力对管道的晶间腐蚀开裂非常不利。各级冷拔使原材料的抗晶间腐蚀开裂能力显着提高。冷拔的水平也会对马氏体不锈钢板的耐热性造成不良危害。一般工作温度越高或断裂使用寿命越高,冷拔等级越低。从以上可以看出,为了获得符合标准的合金成分,镀锌钢管的热处理工艺非常方便。 光亮淬火炉制冷工段的机械设备调整要求很高。 因此镀锌管现阶段的优良光亮淬火炉其制冷段一般采用强对流制冷,并设置三个制冷段,可独立调节排风量。沿杂带总宽度分为三部分。 镀锌钢管在冲刷中断时要求使用清洗有机溶剂,并要求采用适当的清洗液涂抹方法。将定量分析的放射性清洗液放入放射性装置的排放罐中,盖上盖子,先打开N2,然后打开精炼罐下方的电源开关。



苏沪金属制品(顺义区分公司)专业从事 09CrCuSb钢管的研发、设计、销售、现场施工、售后服务为一体的生产厂家。公司拥有完善的管理制度和强大的 09CrCuSb钢管研发技术力量及先进的施工设备、经验丰富的施工队伍。多年来我们在实现更新科研技术的基础上不断开拓创新。公司宗旨:秉承以质量求生存、以信誉求发展。愿与各领域同仁一道携手并进、共同发展 09CrCuSb钢管。真诚希望光临参观指导和洽谈!



钢基材涂层是常用的方法,也是所有方法中有效的。 镀锌管大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。 由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。 此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。 是沿带材长度方向在水平面上向一侧弯曲或月牙形弯曲的现象; 是由于带钢在轧制过程中沿宽度方向两侧变形不均匀造成的。 弧形焊管在生产中容易造成搭焊,成型时偏斜甚至倾覆。 镀锌方管是带材边缘部分在纵向上反复弯曲的现象; 是带钢轧制时中心部和边缘部沿宽度方向变形不均匀造成的。 波形弯曲在成型焊接时会造成严重的搭接焊,不能产生,所以不允许出现。 是带材边缘呈锯齿状、凹凸不平的现象,一般发生在纵向剪切带材上。 原因是分切机的圆盘剪刀钝或有缝隙。 咬边严重的镀锌方管在焊接时会影响焊缝的质量稳定性,会因局部“缺肉”而产生裂纹和裂纹。 结疤和压痕是轧制过程中异物粘在轧辊上造成的; 划痕是钢带在行进过程中被辊道或地板上的异物划伤造成的,尤其是在冷轧钢带未上油的情况下。



华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。
