您的位置>首页 >阳泉当地今日热点 >
附近{山特}590*20大口径钢板卷管1010*20大口径钢板卷管采购价格
发布时间: 2024-05-15 06:45:50
以下是:附近{山特}590*20大口径钢板卷管1010*20大口径钢板卷管采购价格的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 100 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1支订 |
|---|
| 质量等级 | 1级 |
|---|
| 是否厂家 | 生产厂 |
|---|
| 产品材质 | 235b等 |
|---|
| 产品品牌 | 山特金属 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 吨 |
|---|
| 产品颜色 | 碳黑 |
|---|
| 质保时间 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 适用领域 | 管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 3年 |
|---|
| 产品功率 | 32 |
|---|
| 工作温度 | 常温 |
|---|
| 公司品牌 | 山特金属 |
|---|
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 椭圆度 | 正负3MM |
|---|
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
|---|
以下是:附近{山特}590*20大口径钢板卷管1010*20大口径钢板卷管采购价格的图文视频
导读 附近{山特}590*20大口径钢板卷管1010*20大口径钢板卷管采购价格,阳泉山特金属制品有限公司为您提供附近{山特}590*20大口径钢板卷管1010*20大口径钢板卷管采购价格,联系人:张经理,电话:13863598006、15206358344,QQ:940273024,请联系阳泉山特金属制品有限公司,发货地:聊城经济开发区汇通国际金属物流园发货到阳泉。 山西省,阳泉市 民国三十六年(1947年)5月4日,以原平定县的一部分设阳泉市。阳泉市是一座新兴工业城市,是三晋门户,晋冀要衡,又处于东部发达地区与中西部的结合地带,还位于环渤海与长江三角洲的两大经济区的合理运输扇区内,经天津、青岛、黄骅港可东出渤海。境内有万里长城第九关、娘子关,有藏山旅游景区,有冠山书院,有石评梅故居,有梁家寨温泉,还有以百团大战纪念建筑群体为主的狮脑山森林公园。20世纪80年代开始,阳泉利用煤炭资源优势,经济得到迅速发展,一路领跑山西各市,被誉为“小上海”。2020年,阳泉市入选国家卫生城市名单。2022年1月,获2017—2020年度平安中国建设示范市。


随着科技进步,自主研发,<阳泉>山特金属制品有限公司迅速发展成为固定资产雄厚、配套设施齐全、检测设备先进、阳泉滤水管产品质量合格、科技管理完善,我们生产的阳泉滤水管越来越受到用户的好评,欢迎新老客户来电咨询。


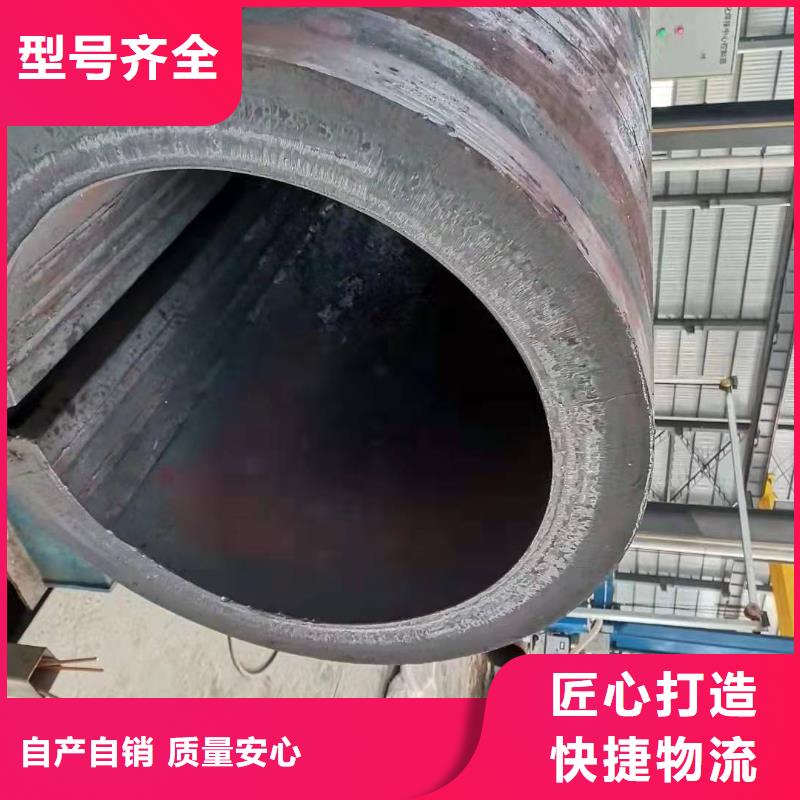
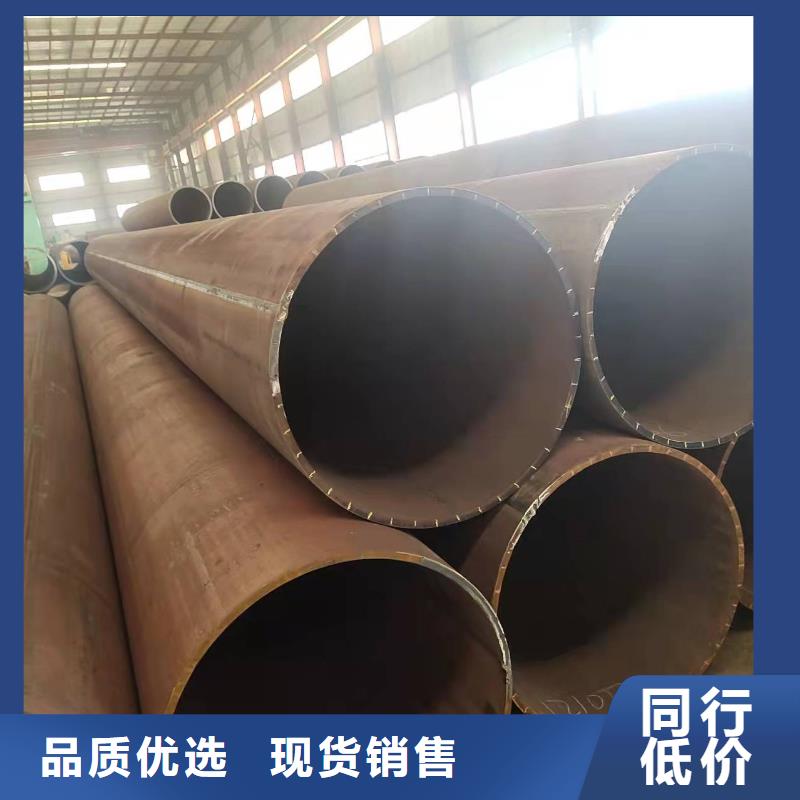
钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。
总结 附近{山特}590*20大口径钢板卷管1010*20大口径钢板卷管采购价格,阳泉山特金属制品有限公司专业从事附近{山特}590*20大口径钢板卷管1010*20大口径钢板卷管采购价格,联系人:张经理,电话:13863598006、15206358344,QQ:940273024,发货地:经济开发区汇通国际金属物流园,以下是附近{山特}590*20大口径钢板卷管1010*20大口径钢板卷管采购价格的详细页面。