


无需长篇大论,观看DN1000不锈钢焊管产地直销视频,让你瞬间爱上我们的产品。
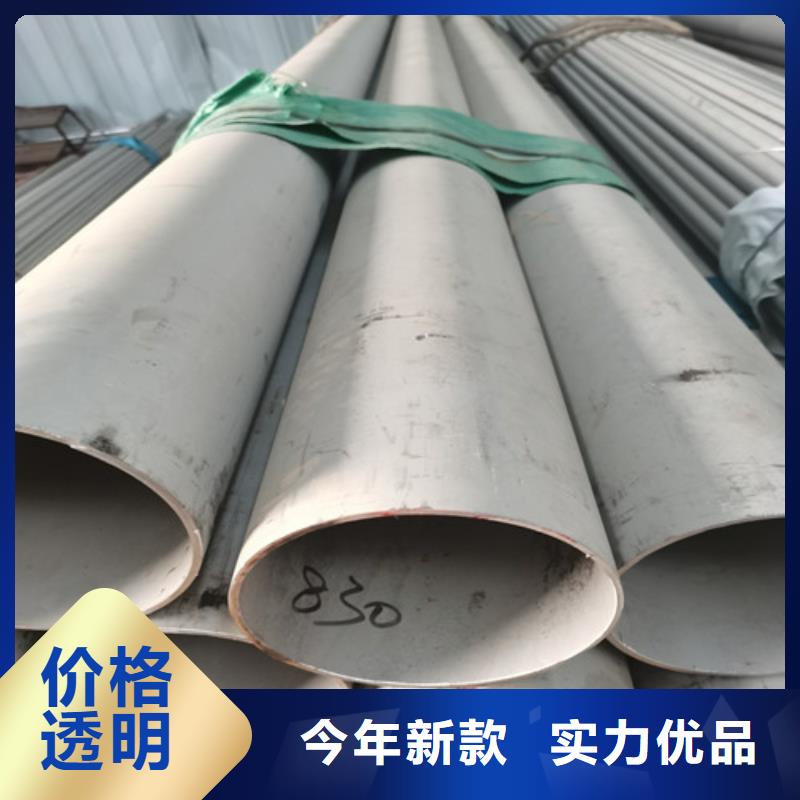
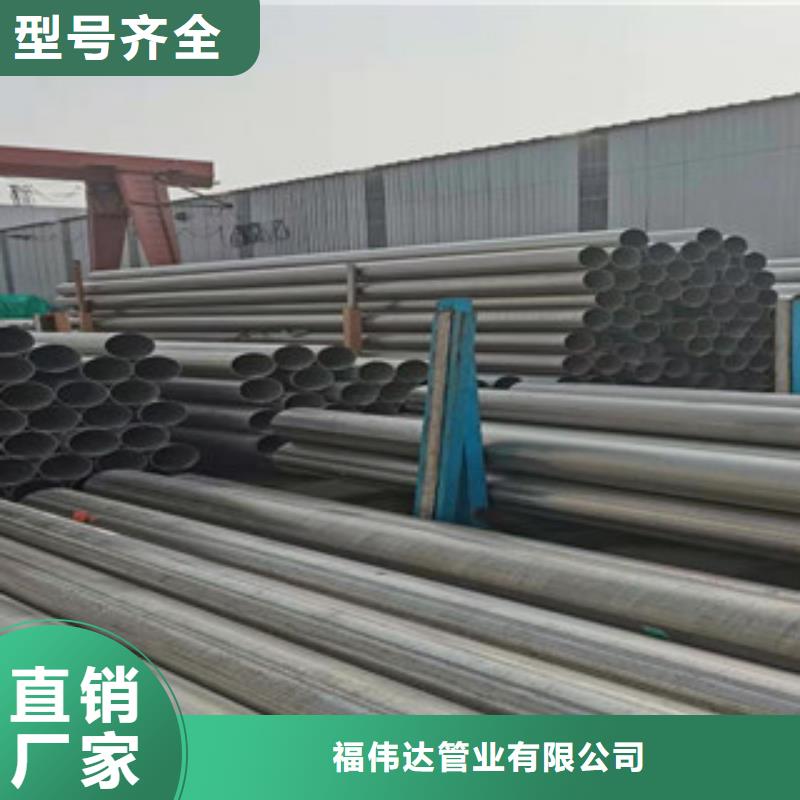
以下是:DN1000不锈钢焊管产地直销的图文介绍
自福伟达管业有限公司(安龙分公司)创建以来,就确定了自己的经营方阵,以成熟可靠的技术,诚实严谨的态度,丰富精湛的工程经验,向客户提供优质、性价比高的 310S不锈钢板产品与服务,帮客户增长效益、价值。本着“以人为本,以质取胜”的服务理念,积j i借鉴并急用当今国内外成果,不断吸收有能力工程技术人员,凭借“待人实在、工作实干、讲求实绩”的工作作风,公司 310S不锈钢板产品及服务得到社会广泛好评,公司品牌形象也不也不断。



316L不锈钢管,18Cr-12Ni-2.5Mo因添加Mo,故其耐蚀性、耐大气腐蚀性和高温强度特别好,可在苛酷的条件下使用;耐热性在1600度以下的间断使用和在1700度以下的连续使用中,316L不锈钢管具有好的耐氧化性能。在800-1575度的范围内, 不要连续作用316L不锈钢管,但在该温度范围以外连续使用316L不锈钢管时,该不锈钢具有良好的耐热性。 加工硬化性优(无磁性)。而且316L不锈钢管还耐海洋和侵蚀性工业大气的侵蚀。经过不锈钢管厂家喜有沃小编调查发现:海水里用设备、化学、染料、造纸、草酸、肥料等生产设备;照像、食品工业、沿海地区设施、绳索、CD杆、螺栓、螺母等都要采用316L不锈钢管材质。 316L不锈钢管化学成分:C≤0.08,Si≤1.00,Mn≤2.00,P≤0.035,S≤0.03,Ni:10.0-14.0,Cr:16.0-18.5,Mo:2.0-3.0。316L不锈钢管机械性质,抗拉强度(Mpa)620 MIN,屈服强度(Mpa)310 MIN,伸长率(%)30 MIN,面积缩减(%)40 MIN,316L不锈钢管的密度8.03 g/cm3,奥氏体不锈钢一般都用这个值。 316L不锈钢管具有良好的焊接性能。可采用所有标准的焊接方法进行焊接。焊接时可根据用途,分别采用316Cb、316L或309Cb不锈钢填料棒或焊条进行焊接。为获得 的耐腐蚀性能,316L不锈钢管钢的焊接断面需要进行焊后退火处理。



随着我国工业化程度日益进步,以及石油化工、自然气、医药器材、仪器仪表、航空、航天等行业项目的蓬勃开展,对不锈钢管工艺请求也越来越高。如管道内清洁度,就有用户请求内部不能有游离铁锈、大颗粒灰尘、焊渣、油脂等等杂质。运用氧气管线煤化工产业其中氧气管线的清洁度请求就相当苛刻。氧气管道大局部是保送纯度大于99.99%的氧气,其压力高,流速快,如不能保证管道内部清洁,管线内微量的油污、金属离子就可能与高压纯氧氧化、撞击,产生电火花而发作不堪想象的严重结果,以至酿成沉重的事故。所以新建立备管线依据工艺请求在安装开车前需用化学清洗的办法除掉其内部管壁上的油污及其它杂质。同时也会请求供给商对管道停脂外理。不锈钢氧气管道脱脂清洗步骤水冲洗不锈钢氧气管道脱脂清洗步骤:水冲洗→人工擦拭脱脂→水冲洗→紧缩空气(或氮气)吹扫。水冲洗冲洗时运用小型高压水清洗设备冲洗,压力控制在0.6Mpa左右,保证管道内部的杂质冲洗洁净。目的是除去管道中的积灰、泥沙、脱离的金属氧化物及其他疏松污垢。人工擦拭脱脂将清洗脱脂混合剂注入清洗盆内,按比例添加,混合平均后运用,重复擦拭。在清洗过程中要监测脱脂清洗液的干净度,假如脱脂清洗液的颜色变为纯净时需将现有的脱脂液排尽,重新配置脱脂清洗液。目的是去除管道中各类机油、石墨、防锈油等有机物,以保证管道在装置时内部的清洁洁净,到达设备运转的请求。水冲洗管道脱脂完毕后,用大量水停止冲洗,当管道内流出的冲洗水干净时,即可完毕水冲洗。脱脂后的水冲洗目的是冲洗掉管道内的脱脂残液。紧缩空气(或氮气)吹扫运用无油污紧缩空气(或氮气)吹扫,并将管道内部吹干后采用洁净的塑料布对管道或零部件停止包扎封存,从而保证管道内部的清洁,防止二次污染。不锈钢管脱脂验收办法管道脱脂处置应用设计规则的脱脂溶剂及请求脱脂。如设计未规则,可用四氯化碳脱脂,检验脱脂能否合格。


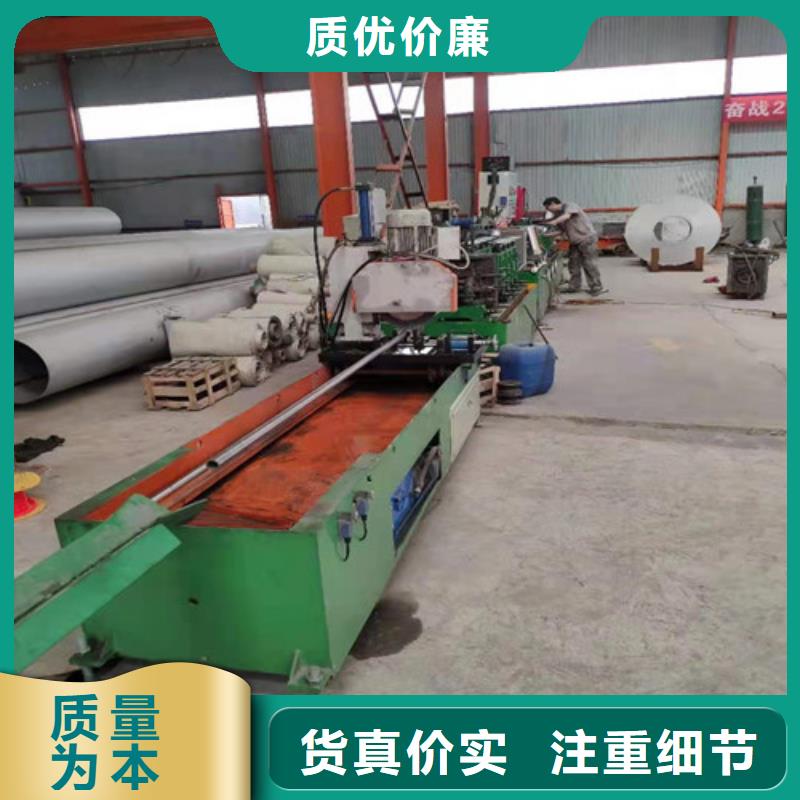
不锈钢管退火处理是将不锈钢管等金属工件加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。退火后不锈钢管内部组织亚共析钢是铁素体加片状珠光体;共析钢或过共析钢则是粒状珠光体。退火组织是接近平衡状态的组织。锻造、铸造、焊接后的不锈钢管内部存在内应力,如不及时,将使不锈钢管工件在加工和使用过程中发生变形、缺口、断裂,影响工件精度及合格率。采用去应力退火加工过程中产生的内应力十分重要。去应力退火的加热温度低于相变温度A1,因此,在整个热处理过程中不发生组织转变。内应力主要是通过工件在保温和缓冷过程中的。为了使工件内应力得更彻底,在加热时应控制加热温度。一般是低温进炉,然后以100℃/S左右得加热速度加热到规定温度。不锈钢退火管处理的加热温度应略高于600℃。保温时间视情况而定。铸件去应力退火的保温时间取上限,冷至300℃以下才能出炉空冷。热处理退火炉的退火工艺流程简单,采用S7-300PLC作为控制器,可满足控制要求。一套PLC用于控制整台热处理退火炉。PLC控制系统包括电源模块和通信模块。加热炉现场阀站配置多个数字量输入/输出模块,用来处理开关等各种开关量的动作。两个模拟量输入模块主要完成炉压和电磁流量等各种模拟信号的采集。变频器控制不锈钢退火管处理循环风机。



