


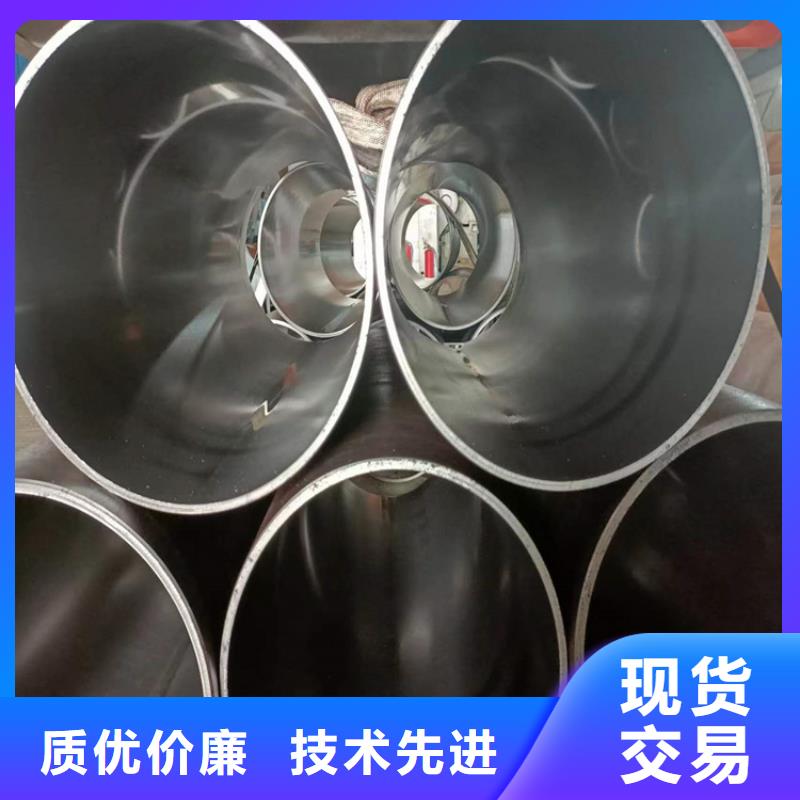





晋中企业旺旺珩磨管绗磨管油缸管减磨修补剂主要用于对磨损、划伤金属零件的修复。油缸绗磨管修复过程中,用合金刮刀在划伤表面剔除深度为1mm以上的沟槽,然后用丙酮清洗沟槽表面,用珩磨管内径仿形板调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于珩磨管内表面,待固化后,打磨并留出精加工余量。 通过研磨使珩磨管整体尺寸、行位公差、粗糙度达到要求。油缸珩磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果薄壁气缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,薄壁气缸管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办
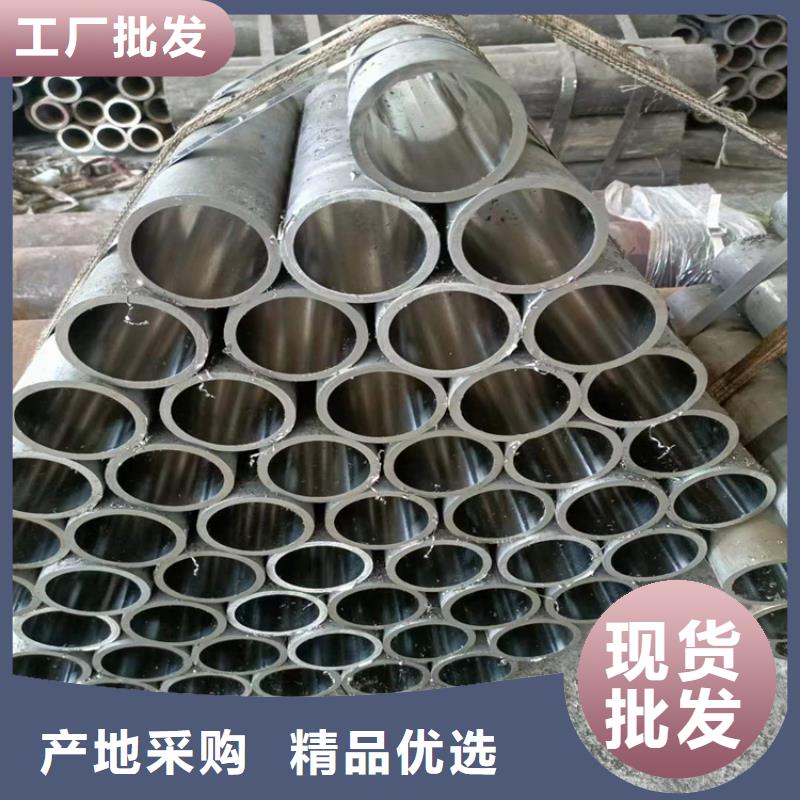
晋中企业旺旺珩磨管绗磨管油缸管精密绗磨管的矫直处理 精密绗磨管的矫直主要分为热矫直和冷矫直,这过程中,温度的控制是关键。矫直温度过高,高精度绗磨管会出现因冷却不均咋成的瓢曲现象;价值温度过低,又会增加绗磨管的矫直抗力,增加矫直的难度。而且为了达到理想的矫直效果,可以针对不同的管材情况进行一次或多次的矫直。精密绗磨管采用的主要矫直方式有压力矫直、辊式矫直、张力矫直和拉伸弯曲矫直等等,不同的材料选用的矫直方式也有不同,虽然原理上有所区别,但是终的加工效果都是比较理想的。这样的话,精密绗磨管才能以高强的精度运用在各个场合。精密绗磨管先进的生产和检测设备是制造优质产品的必要保证,因此公司十分重视生产装备的现代化确保在行业的领先水平。采用国外先进技术制造的生产设备,轨机精密度高,生产品种规格广泛且规格灵活,较一般自动轨管机组更为先进,同时并配置先进的自动化控制系统及在线质量检测系统
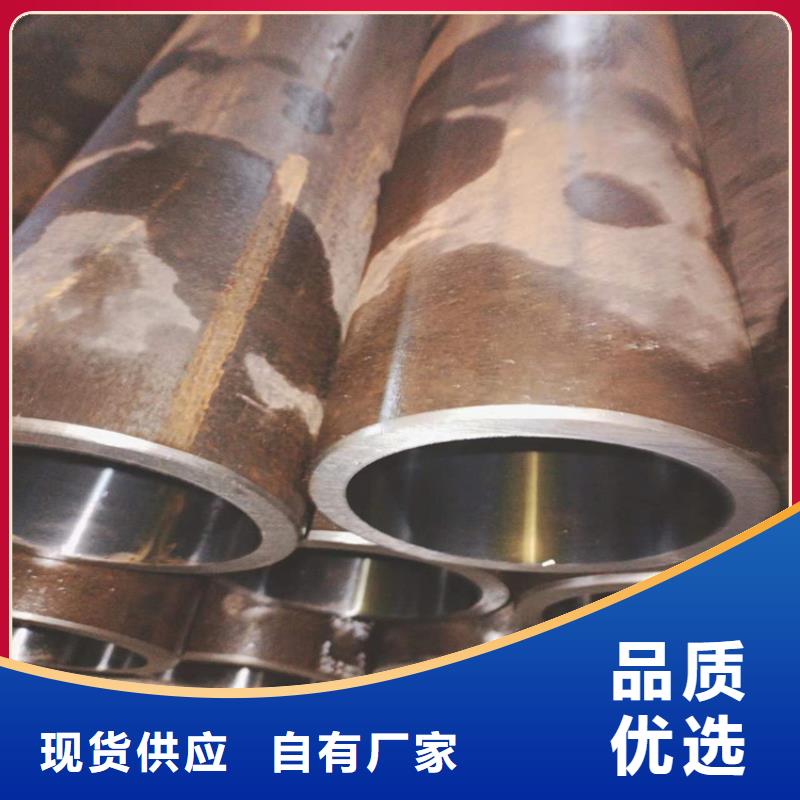
晋中企业旺旺珩磨管绗磨管油缸管绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 
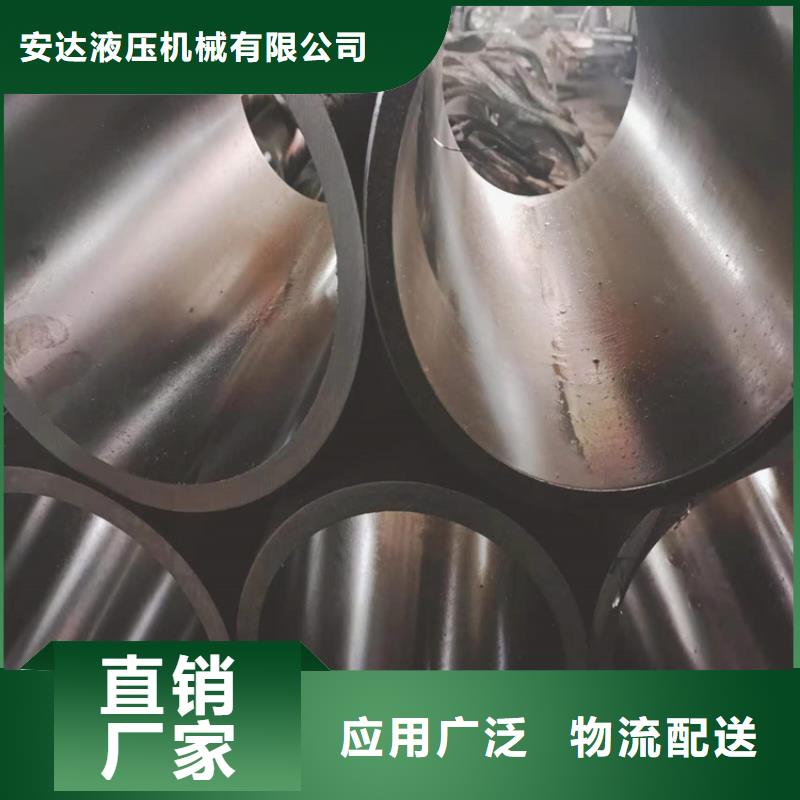
晋中企业旺旺珩磨管绗磨管油缸管绗磨管厂家迅速准确的判断故障缸是非常重要的。其快速判断方法是:将装载机动臂落到底,然后启动发动机(机器处于空挡位置),将动臂操纵杆置于下降位置,加大油门根据松开动臂缸大腔接口处的漏油情况即可判断小腔油封的好坏。若大腔接口处漏油比较多,则说明该绗磨管封密封不良或油封损坏;若松开处接口不漏油可漏油很少,则说明该动臂缸小腔油封密封性能较好。大腔油封损坏,就会造成升起的动臂自动下落,其判断方法与小腔油封判定方法相反。绗磨管厂家也可用此法来判断装载机的翻斗缸或转向缸的某一绗磨管油封以及非对称式绗磨管筒(如挖掘机的斗杆缸、铲斗缸)的某一腔油封的密封情况小口径绗磨管内径绗磨光洁度多少 
