
香港恒永兴金属材料销售有限公司的目标是:向我们的用户提供高价值服务,每一个售后服务员工应优先考虑用户的利益。
如果您对我们的 流体管产品感兴趣,请联系我们,我们会用优质的 流体管产品和诚挚的服务赢得您的满意!


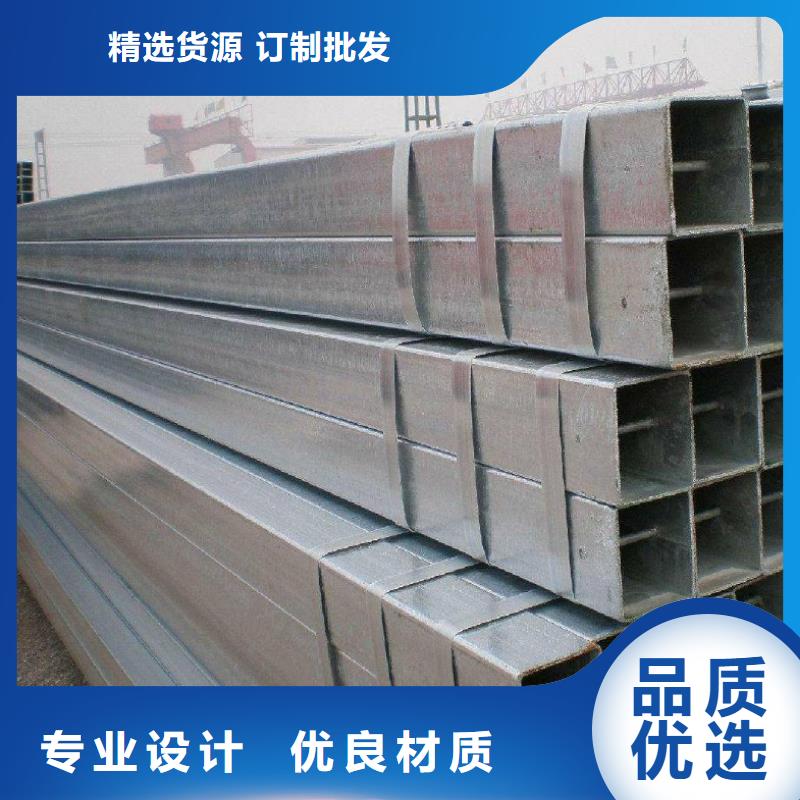
方矩管在焊接时哪些地方是需要我们注意的呢?焊接压力的大小直接会影响到钢管焊缝的强度和韧性。如果所施加的焊接压力小,那么将会导致金属焊接边缘无法充分压合,而且焊缝中残留的非金属夹杂物因压力小不易排出,焊缝强度降低,受力后易开裂。反之,如果焊接压力过大,那么达到焊接温度的金属大部分被挤出,这样一来不仅会降低钢管焊缝的强度,而且产生内外毛刺过大或搭焊等缺陷。所以在焊接过程中需要根据实际品种规格来得到与之相适应的******焊接压力。根据实践经验单位焊接压力一般为20~40MPa。此外,关于焊接挤压量的确定主要是借助调整挤压辊之间的距离进行控制。在方矩管焊接中,所采用的焊接速度也会直接影响到其的质量。而且焊接速度和加热制度、焊缝变形速度以及相互结晶速度有关。对于高频焊管来说,通常焊接质量会随着焊接速度的加快而提高。由于其对于钢管的焊接质量会产生较大的影响,因而必须要注意到这一点。通常情况下,在不影响焊接质量的情况下,开口角长度应把握不同规格,进行调整。在一些情况下,还需要选择适合的磁棒。特别是在制作生产一些高频类钢管产品的时候,广泛采用它作为增感元件,使电磁能更多地集中在管缝的焊合面上提高焊速。而且在产生过程中,要用水充分冷却,以免因冷却质量不理想而导致磁棒断裂,影响方矩管的焊接质量。


方矩管系统的热熔连接的工艺和设备(工具)都比较简单。近年各地铺设方矩管工程中在连接处出毛病的不少。难点在现场对于热熔连接的质量难以检测(在不破坏连接的条件下)。国外在探索对于热熔连接的质量采用超声波检测,但是现场使用还没有普及,目前一般在现场还是靠‘视觉检测’。热熔连接质量稳定的保证主要是依靠严格遵守规定的操作规程(特别是要严格控制好温度、压力和时间三个参数)。那么方矩管的工艺设备有哪些突出方面呢?下面方矩管厂家给大家介绍一下。 ,建议方矩管生产企业根据有关规范(比较原则的规定)通过试验和检测(结合采用的热熔连接设备特性)制定出适合本企业方矩管的比较详细的操作规程。大气污染物除了水平扩散,还能向天空垂直扩散。如果大气层结稳定,气温呈现下低上高的状态,即出现“逆温层”的时候,它就像大被子一样覆盖在近地面,阻碍空气的垂直对流运动,使混合层高度由较高时的上千米,大幅降低至几百米甚至几十米,导致污染物的扩散受到抑制。第二,并通过培训和咨询帮助施工者掌握操作规程。国际上生产方矩管系统的大公司大都有这些指导热熔连接的操作规程。在美国PPI手册中介绍了一个比较实用的质量控制办法:每天在现场做一个试验性热熔连接接头,进行‘弯带测试’(不需要设备的破坏性测试)来判断工艺和设备是否需要调整。电熔连接包括电熔承插连接和电熔鞍形连接。电熔连接的突出优点是质量可靠(减少人为因素)和施工效率高。因为电熔管件的制造技术要求较高,成本较高,早期主要应用在直径较小的燃气管道系统。近年来随着技术的进步,电熔连接的应用日益广泛。不仅应用到给水用管道系统,排水用管道系统,而且开始应用到较大直径(但是电熔管件的主体市场是直径DN20-250毫米范围)。综上所述,从技术路线讲有两大类:一类是先把电热线缠绕在模具的金属芯棒上或者缠绕在预制的聚乙烯薄套上,放入注塑模具内注塑成埋入电热线的电熔管件。其中有电热线半埋入(金属线半露),全埋入(金属线不外露),电热线预先涂复聚乙烯层(金属线不外露)等不同的设计(各有优点和缺点);有全部用机械手自动操作,全部人工操作或部分人工操作的不同的自动化程度。另一类是采用先注塑方矩管再机械加工布线的工艺路线。

