您的位置>首页 >铜陵当地产品News >
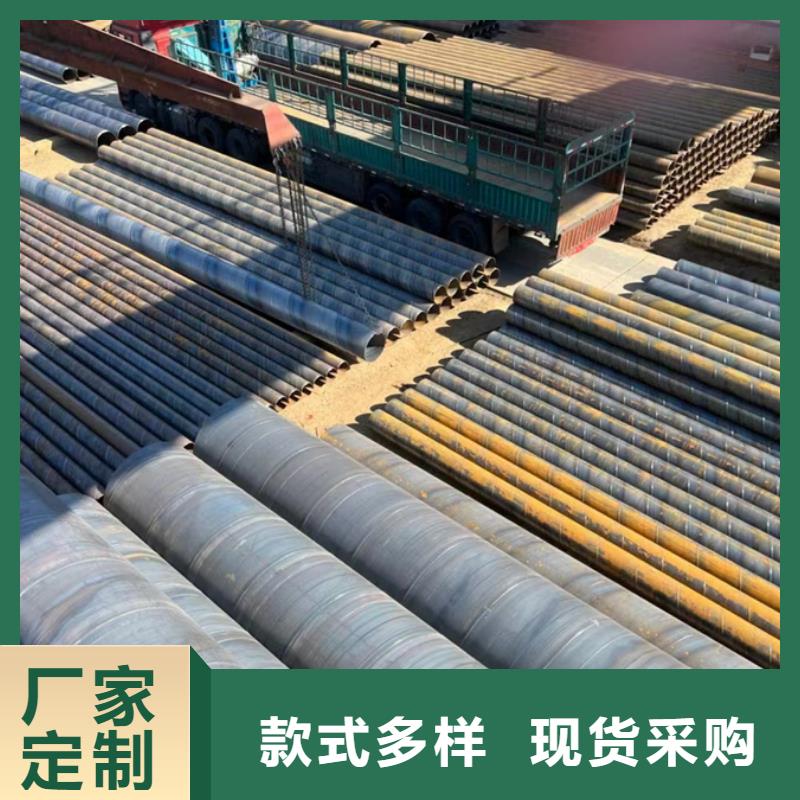
【电厂化工企业用螺旋钢管钢管建筑项目】-直供{鑫豪}
发布时间: 2024-06-02 19:23:12
以下是:【电厂化工企业用螺旋钢管钢管建筑项目】-直供{鑫豪}的产品参数
| 产品参数 |
|---|
| 产品价格 | 4100元 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 1根 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 否 |
|---|
| 产品材质 | Q235B Q355B |
|---|
| 产品品牌 | 鑫豪 |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 天津 |
|---|
| 产品产地 | 天津 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 型号齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 碳钢 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 450 |
|---|
| 工作温度 | 480 |
|---|
| 螺旋管长度 | 3米 4米 5米 6米 9米 12米 |
|---|
| 螺旋管生产工艺 | 埋弧焊 |
|---|
| 螺旋管特性 | 抗拉强度高,冷弯性能好 |
|---|
以下是:【电厂化工企业用螺旋钢管钢管建筑项目】-直供{鑫豪}的图文视频
导读 【电厂化工企业用螺旋钢管钢管建筑项目】-直供{鑫豪},安徽省铜陵市鑫豪管业有限公司为您提供【电厂化工企业用螺旋钢管钢管建筑项目】-直供{鑫豪},联系人:于经理,电话:0527-88266222、18151371377,QQ:648126397,请联系安徽省铜陵市鑫豪管业有限公司,发货地:天津静海大邱庄镇发货到铜陵。 安徽省,铜陵市 2022年,铜陵市实现地区生产总值1209.9亿元,其中,第一产业增加值61.8亿元,第二产业增加值602.8亿元,第三产业增加值545.3亿元。三次产业结构为5.1:49.8:45.1。按常住人口计算,人均地区生产总值92823元。
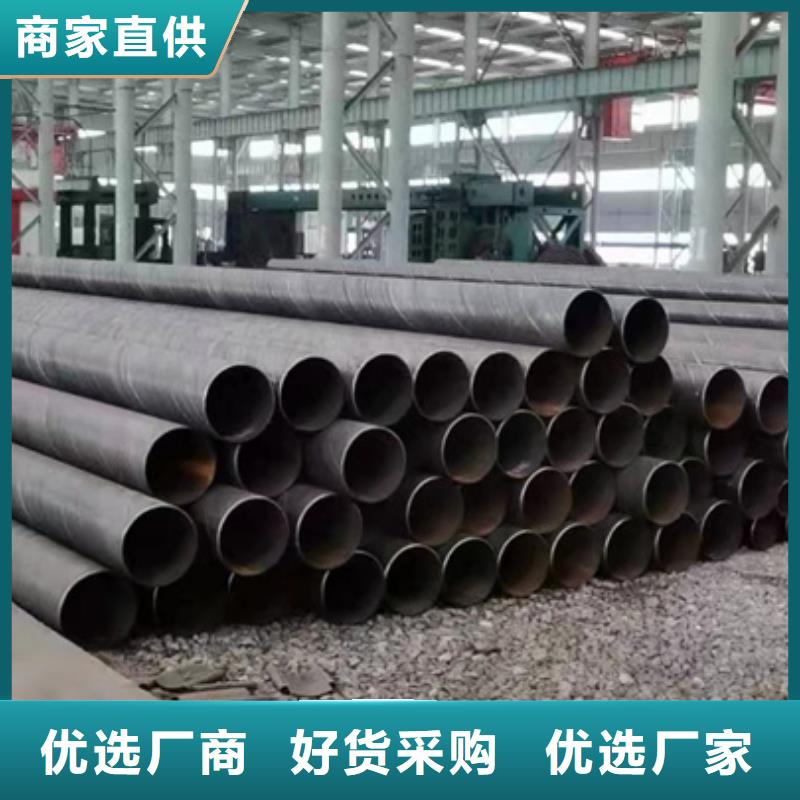
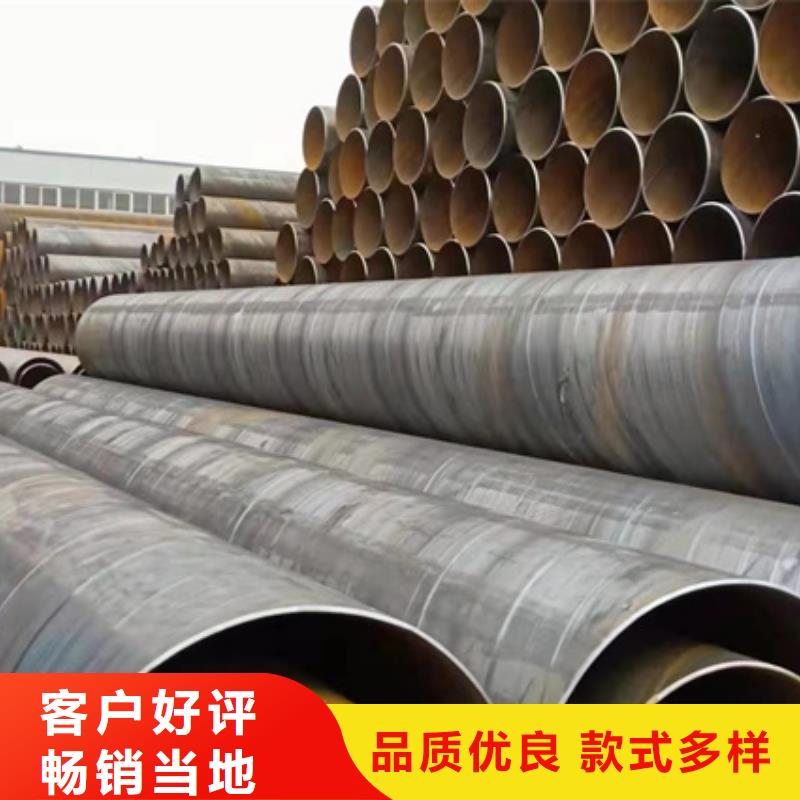
铜陵螺旋管对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机,检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
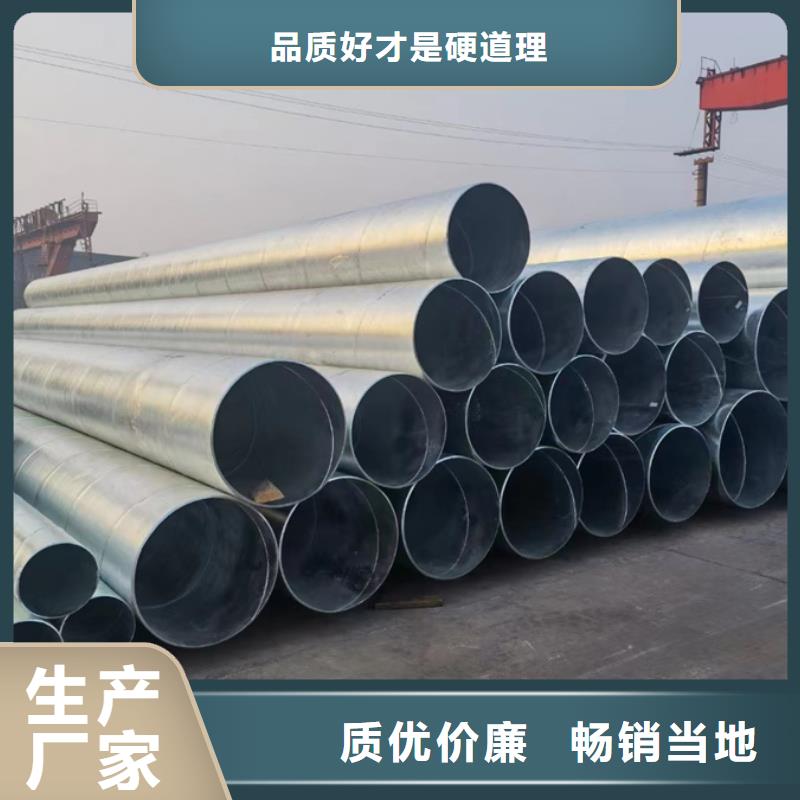
铜陵螺旋管分析焊接区的常见缺陷:
铜陵螺旋管埋弧焊焊接区易产生的缺陷有气孔、热裂纹、和咬边等。
1、铜陵螺旋管气泡:气泡多发生在焊道中央,其主要原因是氢气依旧以气泡的形式,隐藏在焊缝金属内部,所以,消除这种缺陷的措施是:首先,一定要清除焊丝和焊缝的锈、油、水分及湿气等物质,其次,是一定要很好地烘干焊剂除去湿气。此外,加大电流、降低焊接速度、减慢熔化金属的凝固速度也是很有效的。


总结 【电厂化工企业用螺旋钢管钢管建筑项目】-直供{鑫豪},安徽省铜陵市鑫豪管业有限公司为您提供最新【电厂化工企业用螺旋钢管钢管建筑项目】-直供{鑫豪}产品案例,联系人:于经理,电话:0527-88266222、18151371377,QQ:648126397,发货地:静海大邱庄镇。