




而制造工模具时,正确的机加工工艺及热处理制度对工模具的使用寿命影响大,其工艺制度的拟订起着决定性的作用因此,在设计挤压工模具的形状、计算其强度和选择其材料时,考虑到工模具各种不同的工况条件。挤压工模具的设计条件如下:挤压工模具的设计,在所有的情况下,其计算方法与工作在相应温度和受力条件下的机械零件的计算方法相同。山南球墨铸铁管工模具在使用前的预热为重要。应了解工模具在使用时的硬度情况,因为工模具不正确的预热可能导致其脆性破坏。 山南球墨铸铁管价格的配置情况、工模具的尺寸以及有时其结构随着挤压坯料的尺寸和产品的尺寸的改变而变化的情况由此可见,工模具材料的选择是根据挤压一定材料时的挤压速度条件、加热温度制度、坯料金属的塑性、挤压产品的形状、润滑情况和工模具被冷却的可能性等因素进行的。
山南球墨铸铁管前段时间职工安置方案出炉后,他终于长舒了一口气。“山东省是全国钢铁产量 的省份,也是去产能任务重的省份,山南球墨铸铁管我们也领到了去产能的任务。要妥善去产能,关键的是如何妥善安置职工。王明告诉中国证券报记者。山南格瑞球铁管退火炉来说,其退火工艺较特殊,山南球墨铸铁管炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。山南球墨铸铁管价格回升成为新烦恼王明(化名)是山东省一家大型钢企负责人,
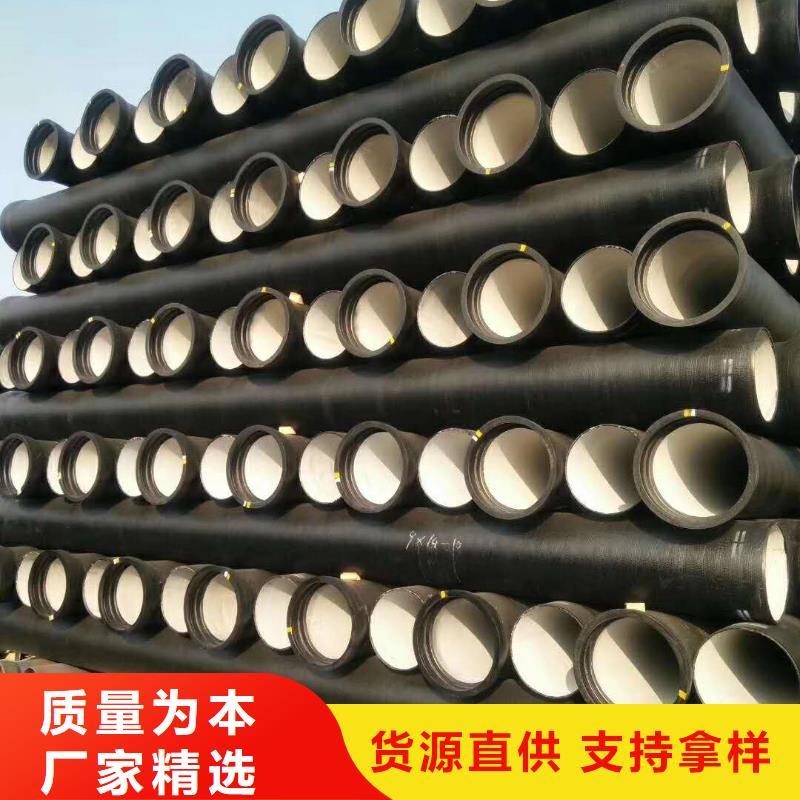
并且在各层套筒之间都带有一定的过盈量,以热装的方式装配而成。采用过盈配合的多层结构挤压筒,使每层套筒的结合面上都具有一定的预应力。由于有预应力的存在,使多层结构的挤压筒在承受挤压产生的热应力作用时,套筒之间的应力分布趋于均匀,从而使挤压筒套筒的材料得到充分的利用;并且还可以提高热挤压时挤压筒承受的单位压力,山南球墨铸铁管在挤压筒内衬前端的套筒壁上引起强烈的热摩擦,使其产生磨损或裂纹,导致内衬损坏早期的挤压筒采用的都是整体结构,现在这种结构的挤压筒甚至在小吨位的挤压机上都已被淘汰。目前,现代化的大型挤压机上所采用的挤压筒一套筒系统都是由2个、3个或更多的套筒组成的多层结构挤压筒,从而提高挤压筒套筒的使用寿命。
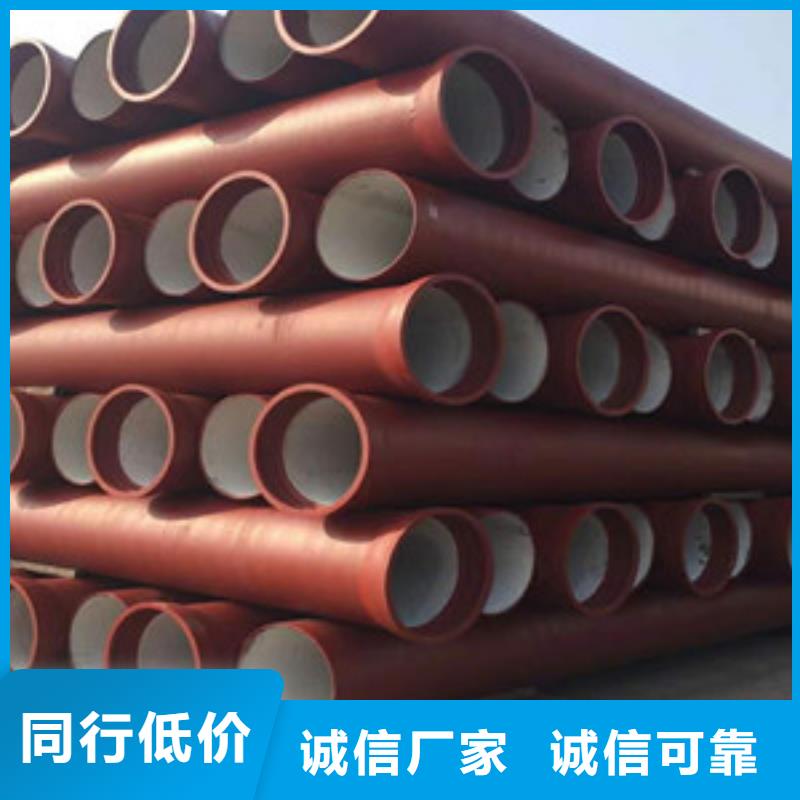
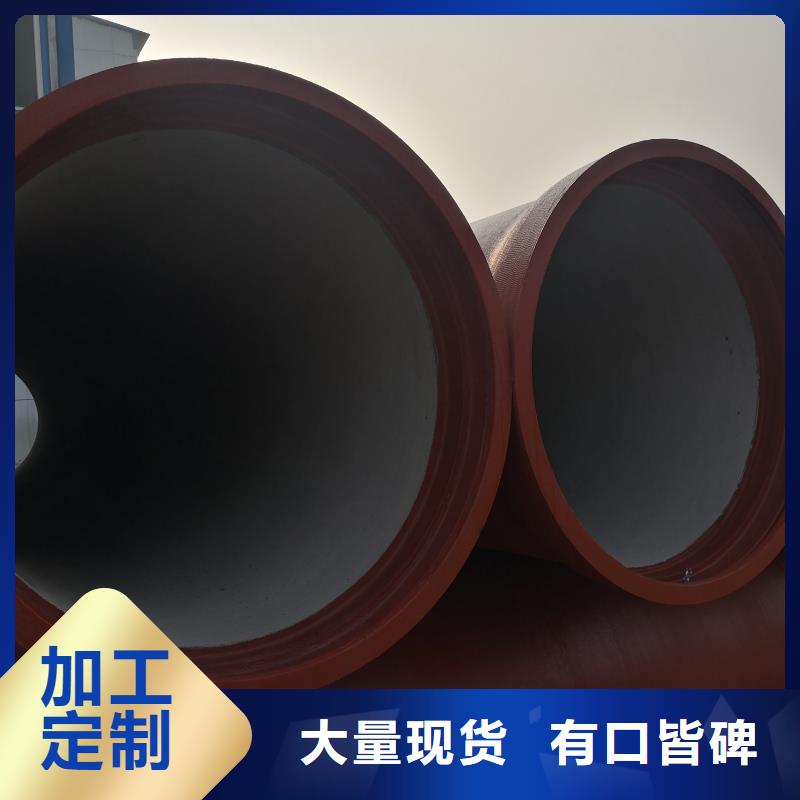
山南球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。 山南球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径山南球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的山南球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。山南球墨铸铁管管件规格型号不同、壁厚不同。
