








铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门全面喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。

铸铁闸门安装前的准备工作 (1)位置准备——启闭机安装位置的土建工作应全部结束,螺杆启闭机和固定卷扬式启闭机排架混凝土达到允许承受荷载的强度;通往启闭机安装地点的运输线路畅通;吊装启闭机用的起吊设备已布置就绪;闸门的安装位置已确定,使启闭机能按闸门实际位置进行安装定位。闸门准备——检查闸门的门叶是否清洁,有无水生物、杂草和污物附着,梁系框格内有无积水等;检查钢闸门的面板及主要构件有无明显的局部腐蚀、变形、裂纹或断裂;检查钢闸门的焊缝及其热应力区有无裂纹及异常变化;检查闸门各部位的紧固部件有无松动和损坏;检查牺牲阳极与钢闸门的固定、短路连接等是否可靠;检查闸门运行时有无偏斜、卡阻现象,部分开启时振动区有无变化及异常……
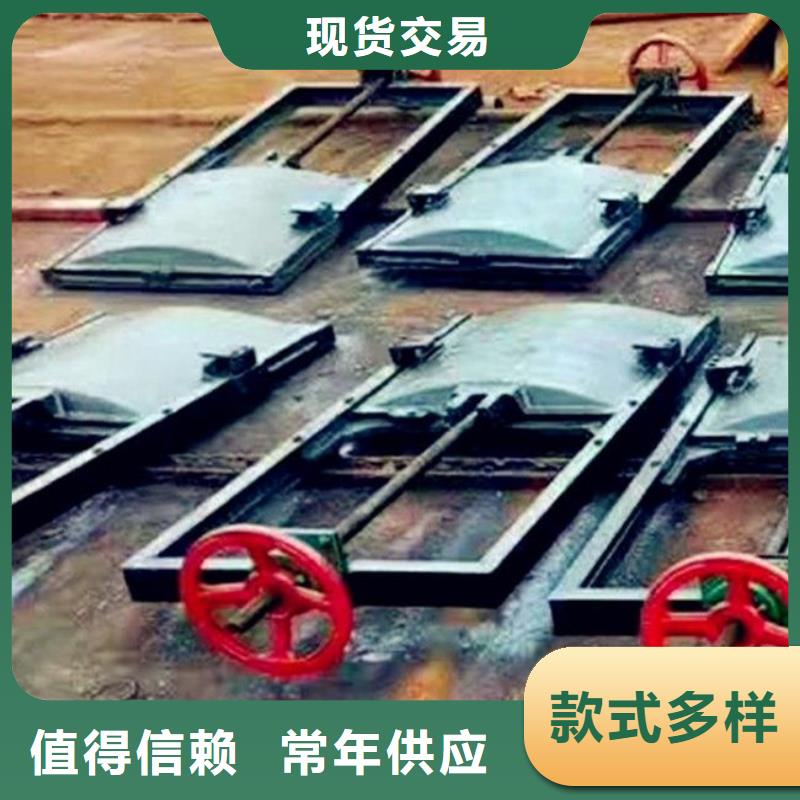
1.铸铁闸门由门框、闸板、导轨、密封条、传动螺杆、吊块螺母/吊耳和可调整密封机构等部件组成,其中门框和闸板均选用优质灰口铸铁或球墨铸铁制成,导轨左右对称布置且用不锈钢螺栓定位销与门框二侧端部连接(对中小口径的闸门,其导轨可与门框浇注成一体),导轨长度一般为闸门全开启高度的1/2~1/3,因而整体结构强度高、刚性高、耐磨、耐腐蚀性好、承压能力大。
2、采用预埋钢板或预埋螺栓式安装,安装、调试、使用、维护方便,使用寿命长。
3、通过楔块装置的楔紧达到密封,密封材料为铜合金或橡胶,并经精密加工后配研,故密封性好。
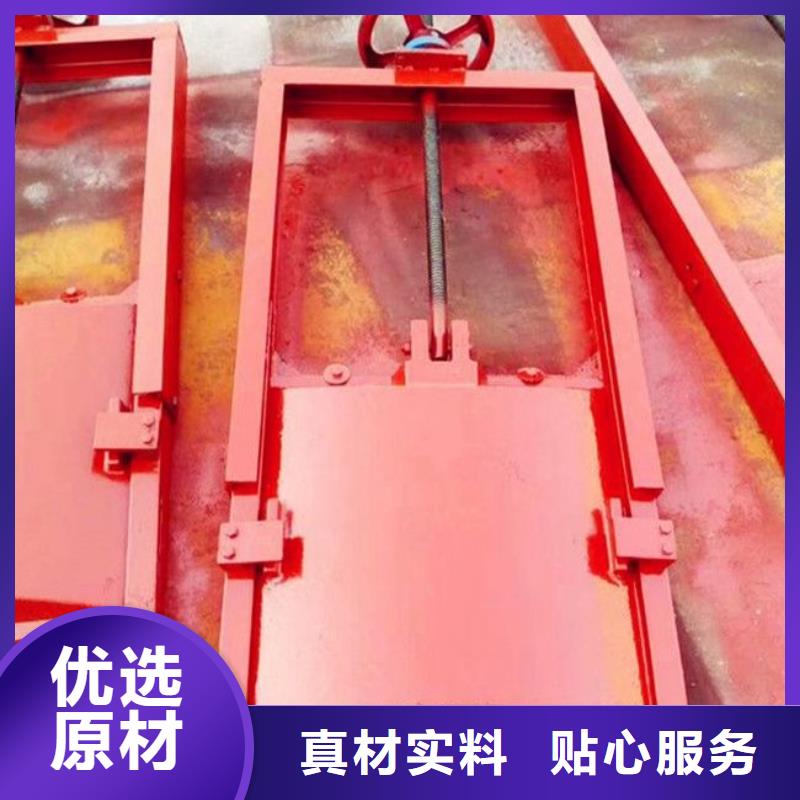
4、与启闭机配套使用,闸门为工作部分,启闭机为闸门开启与关闭的执行部分,启闭机由人力、电机或气动、液压机构带动传动装置的齿轮、蜗轮蜗杆等运转,驱动传动螺母或螺杆转动使闸轴作垂直升降运动,从而开启或关闭闸门,达到调节水位的目的。

铸铁闸门的工作原理 铸铁闸门主要由闸框和闸板两大部分组成。铸铁闸阀的闸框是闸板的支承构件,在闸板的运行滑道,由地脚螺栓安装固定在水闸闸墩及闸底板的二期混凝土中,要闸板所承受的全部水压力安全传递到闸室中。 为了科学合理节约材料及减轻自重,铸铁闸阀的断面制成格构式,断面尺寸所受荷载大小和闸板运行情况综合考虑。闸板是要用来封闭和开启孔口的活动挡水构件,板面的四周设铸铁边框梁,为提高闸板的强度,板面制成拱形,拱的圆心角按六十度设计,以降低其所受的水压力。 工作原理:闸板密封面与阀座密封面高度光洁、平整、一致,加工成一个非常贴合、严密的密封副。闸板通过阀杆的上提、下压,对介质形成导通和关断。它在管路中起关断作用。
