
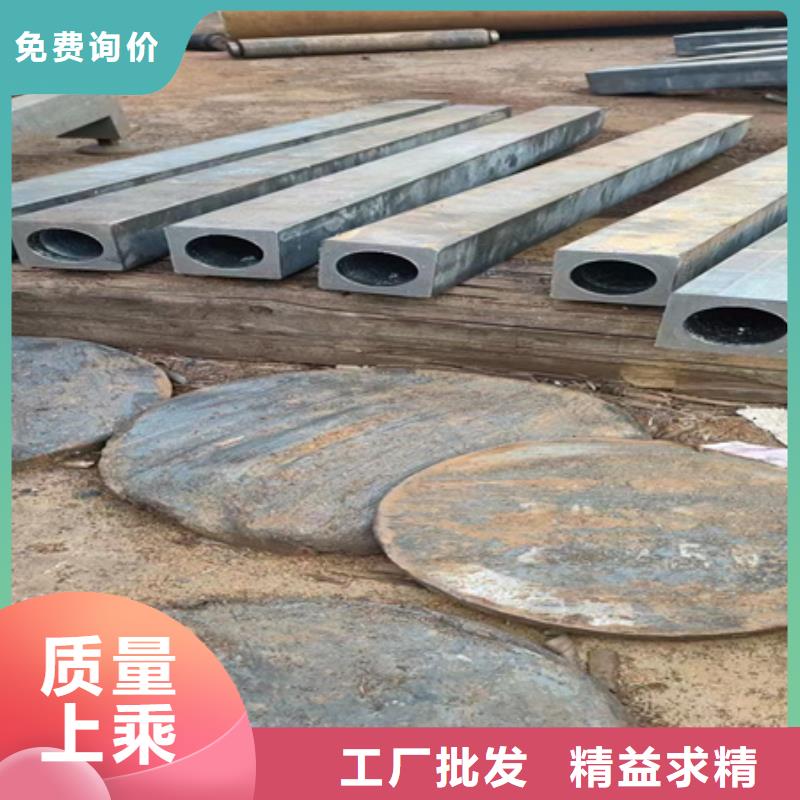








大家对型材拉弯工艺了解多少呢但铝型材拉弯与板才成形较大的不相同取决于,板才一般 能够觉得是各向异性的,而揉捏成型铝型材的各式各样特点则更加明显。拉弯构件承担枢轴抗拉力和弯距彼此成效下的构件变成拉弯构件。它包括轴力受拉构件和有横着载荷成效的支撑杆构件。钢架结构中拉弯构件运用偏少针对拉弯构件,假设弯距并不大而要害承担枢轴抗拉力成效时,它的横截面方式和一般枢轴支撑杆相同。弯在抗拉力和弯距的彼此成效下,横截面出现塑性铰即视作承受力的极限。但对格构式构件或冷拔厚壁槽钢构件,横截面边沿出现塑性变形就现已大部分做到抗压强度的极限。一般情况下。拉弯构件缺失整体可靠性和部分可靠性的概率并不大。是从事型材拉弯设备设计、制造、销售;拉弯工艺研讨和型材煨弯加工;拉弯产品出产的 化企业;建筑金属结构协会成员。公司正以生气勃勃的局势迅速发展。
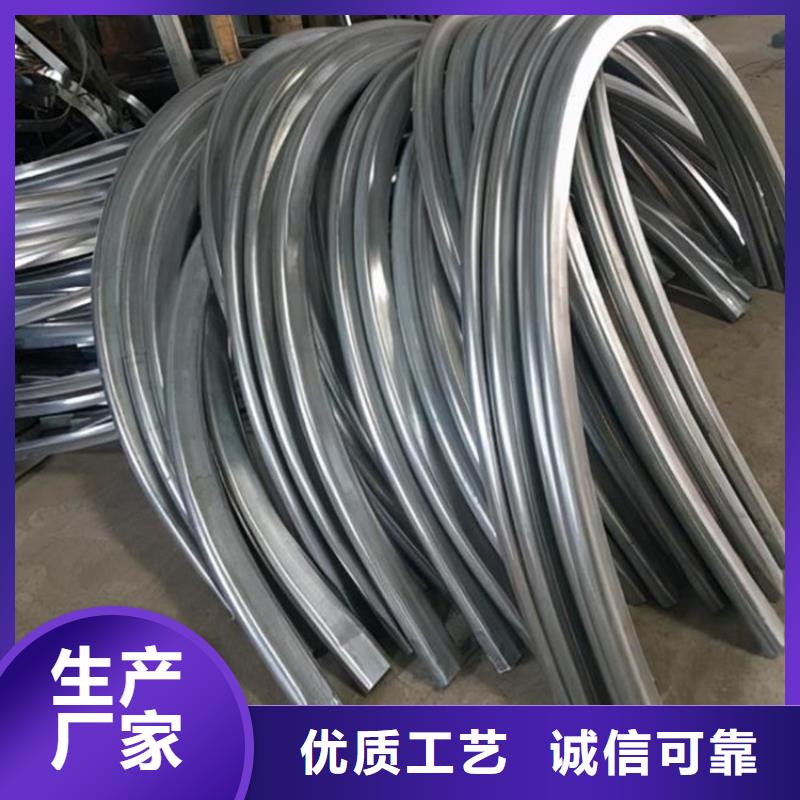
型材拉弯可以有比较好质量,同时也是广大用户所追求的,但是如果要让整个拉弯过程有比较好质量的话,也是要求型材拉弯加工厂要达到很好的条件,那么在进行型材拉弯的时候需要达到什么样的条件?1.型材拉弯首先要注意的是“高”尤其是针对一些金属一类产品加工的时候是需要使用设备进行拉弯的,而且设备在使用过程中下降的时候是要看产品的本身,所以很多时候都不能达到很好的表现,所以型材拉弯中焊管拉弯的质量是很重要的,如果是一些小公司的话设备上比较落后可能会出现型材拉弯过程没有很好的标准。2.然后是在焊管拉弯上面,要让他们达到很好的质量表现也要让型材拉弯达到很好的技术条件,尤其是在进行设备操作的时候一定要注意,我们在选择的时候一定要选择技术比较好,设备比较先进的公司,所以型材拉弯中选公司时很重要的。型材拉弯我们需要的是精美的造型,所以在选择的时候一定要选好公司而且还要了解拉弯的时候需要注意的事项有哪些。
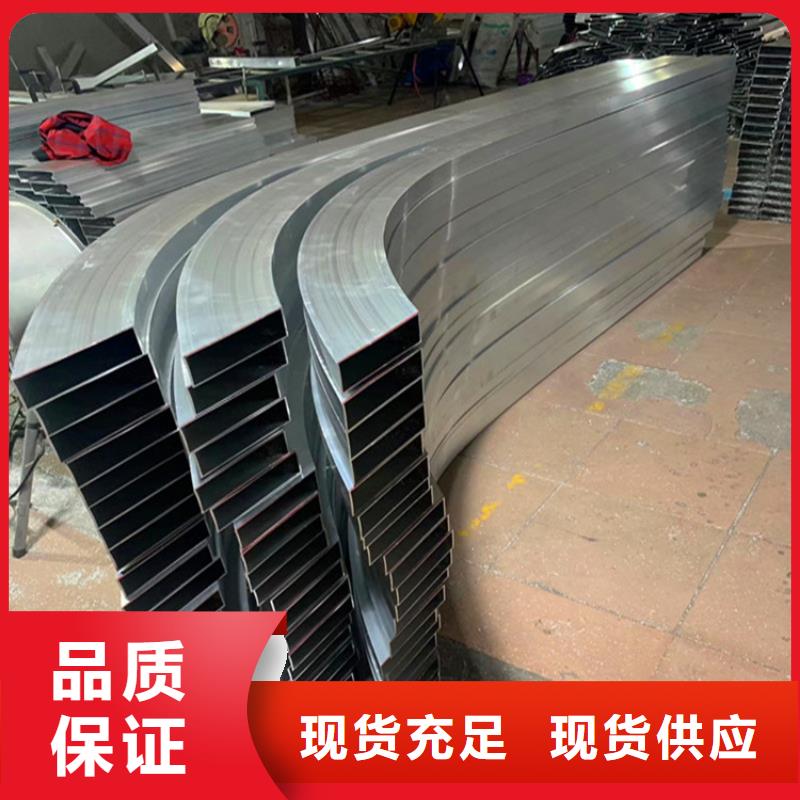
具体聊聊型材拉弯的基本方法弯管在拉弯磨具组里弯折,在全部工业设备中,绝大多数都使用弯管,要害用以油、气、打点滴等,在飞机场以及模块中占有要害影响力。在那么要害的使用情况下,针对弯管的出产加工办法人们掌握是多少呢?弯管加工办法 怎么避免裂开?冲压模具法:用冲床边带光洁度的型芯将管端扩张到所规则的规格和姿态。弯折成型法:常见三种办法弯管胀大法:一是将硫化橡胶放在管道内,上边用小冲头使管道凸起构成。二是液压胀大成型,在管道中心填充液压使管道曲折成必要形状,出产金属波纹管是这种办法的主要途径。锻造法:用模锻机揉捏水管的顶端或一部分,削减水管的直径,常见模锻器有转盘式、连杆式、手动式。滚轧法:一般无需芯棒,合适于薄壁管里侧圆正是为了处理弯管曲折出产过程中的裂缝缺陷,钢管曲折加热时,在必定的变形温度和必定的变形水平以上的情况下,钢管两边呈现裂缝的损害,现有的曲折机设备包括加热设备和曲折设备,加热设备设置在曲折设备中,曲折设备包括升降机和轻压组织。
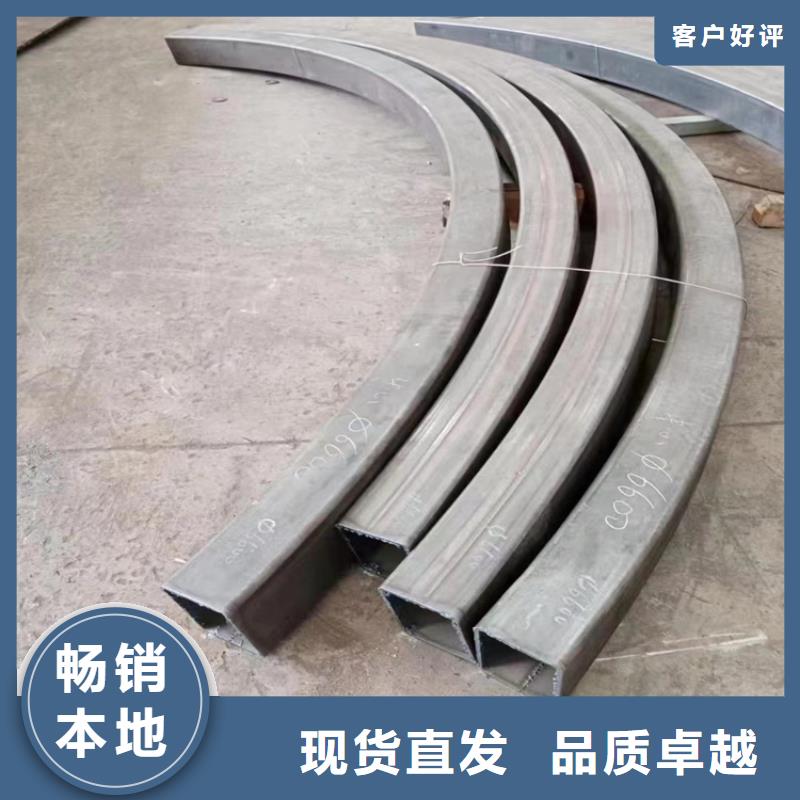
型材拉弯在弯管加工过程中会有多种办法,在必定程度上,依据其曲折成形方式可分为滚弯、压弯、推弯和绕弯,按曲折时是否运用模具可以分为模弯和无模弯;依据曲折过程中是否存在芯棒可分为有芯弯和无芯弯,依据是否加热是否可以分为冷弯和热弯。近年来,也出现了新的弯管工艺,如零半径曲折、中频感应曲折、热应力曲折和激光成形曲折等。弯管加工主要是选用三辊轮对管材进行曲折加工的办法,对弯管半径有必定的要求,在操作中非常适用于大曲率半径的厚壁管件,而对于小半径曲折则无能为力。轧制曲折办法和作业原理与中厚板轧制基本相同,但用于弯管的轧辊具有与管坯横截面形状共同的作业表面。曲折时,只有改变主辊与从辊之间的空隙,才能完成各种曲率半径的曲折。其中,滚轮是主动轮,其余两个是从动轮。这种办法特别适用于曲折环或螺旋管件。弯管需求依照有关标准和规定加工,不管弯管的高度怎么,都不答应不稳定。加工弯管的材料需求合格、变形、开裂以及曲折管架、连接器和紧固件的其他缺陷,严禁运用弯管的紧固件,不得焊接连接件。
