
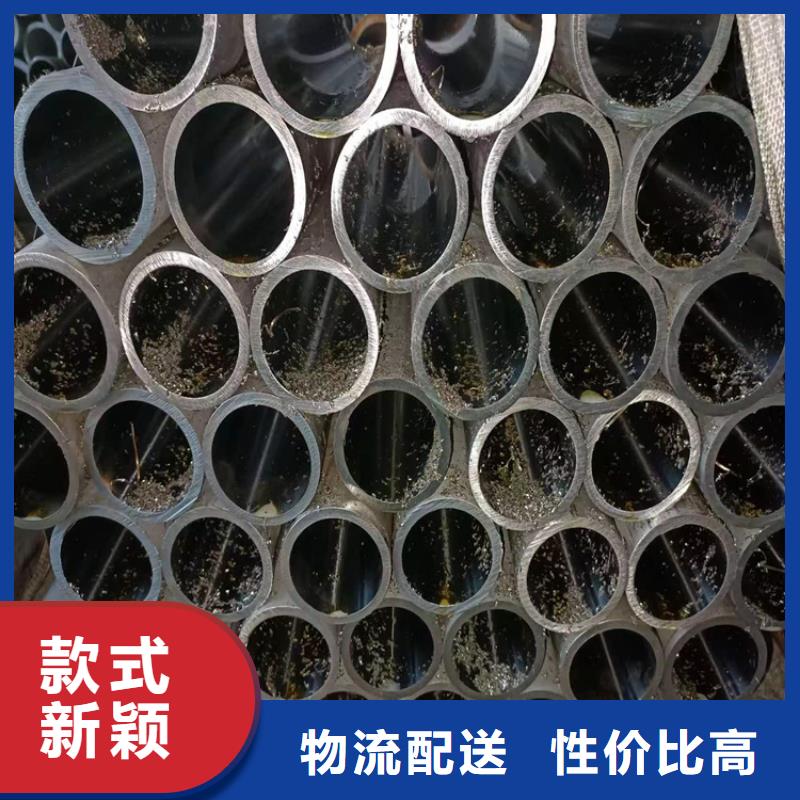






阜阳企业旺旺珩磨管绗磨管油缸管厚壁绗磨管修复内径表面缺陷方法有哪些呢1.加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2.优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高厚壁绗磨管的成材率。3.热轧管内孔缺陷清理质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行完美的修复,是我们对客户的 承诺大口径绗磨管如何提高光洁度 珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。
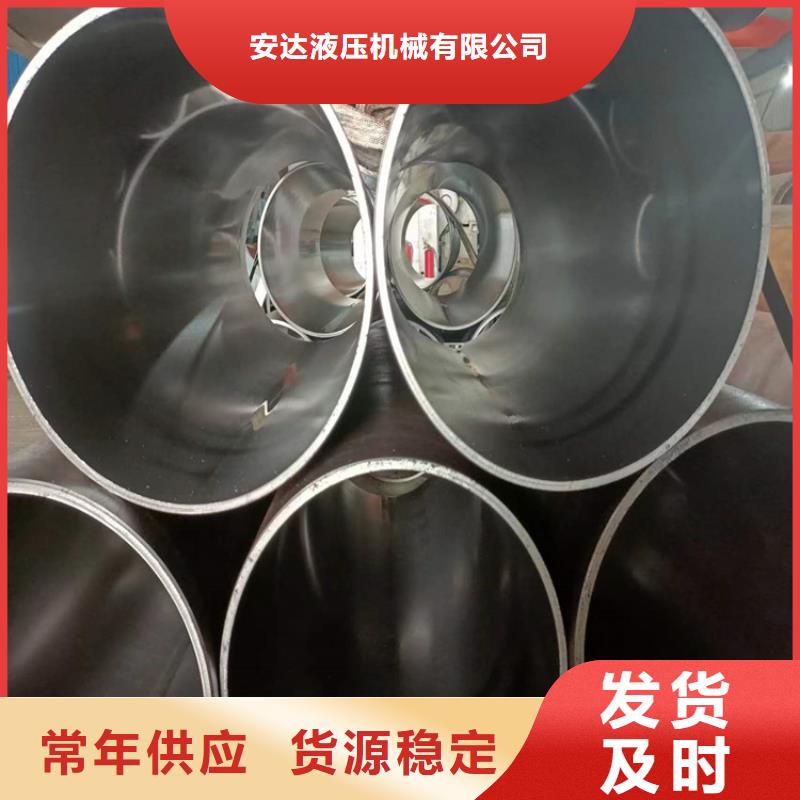
阜阳企业旺旺珩磨管绗磨管油缸管绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)正品率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。正品率只能达到60%左右,而用冷拔方法生产,正品率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
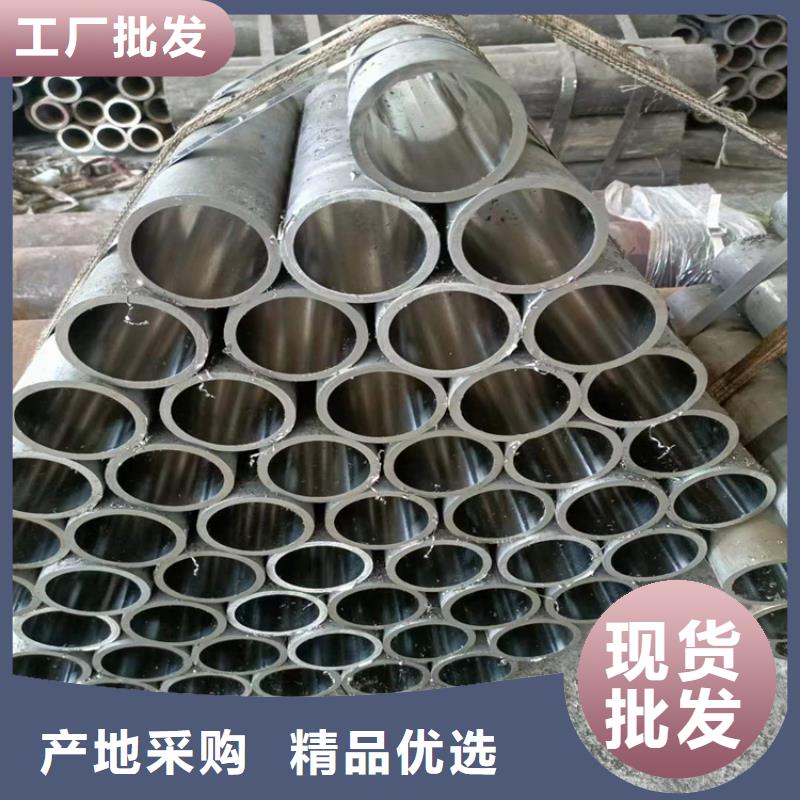
阜阳企业旺旺珩磨管绗磨管油缸管 质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行完美的修复,是我们对客户的 承诺 45#绗磨管在淬火后加高温回火是调质 调质处理是热处理的一种工艺是指绗磨管在淬火后加高温回火.目的是使45#绗磨管调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等要看具体的材料具体零件的技术要求来决定。耐磨铸铁、合金铸铁由于铸件壁厚不均匀,在加热,冷却及相变过程中,会产生效应力和组织应力。另外大型零件在机加工之后其内部也易残存应力,所有这些内应力都必须消除。去应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁)或空冷(球铁)。采用这种工艺可消除铸件内应力的90~95%,但铸铁组织不发生变化。若温度超过550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。
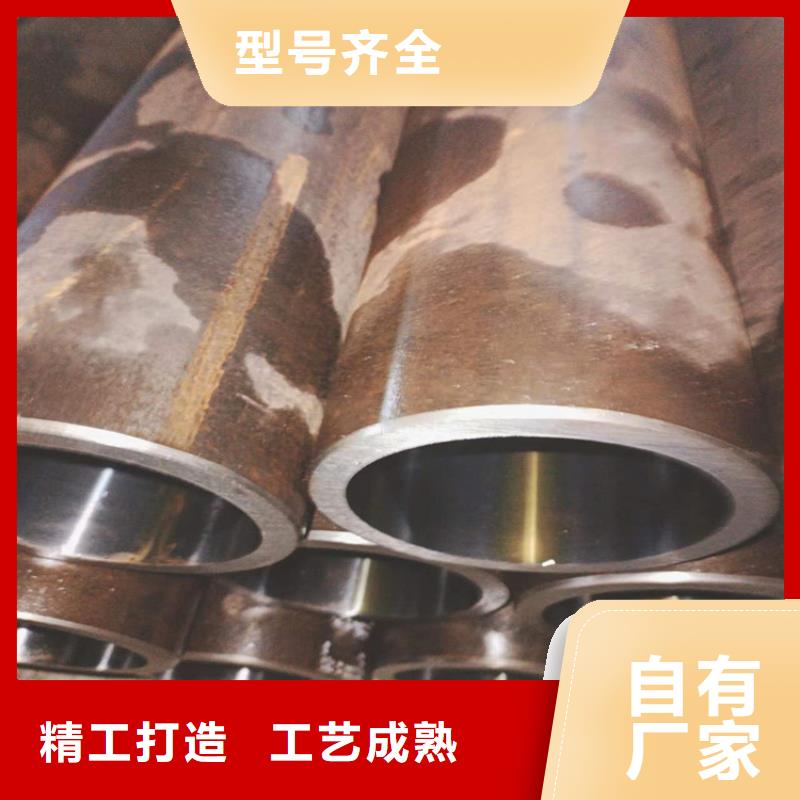
阜阳企业旺旺珩磨管绗磨管油缸管在多点上测定轧制后的钢管圆周方向上的壁厚,绗磨管根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。一般高压合金管用普通碳素钢、优质碳素钢、普通低合金钢和合金结构钢制造,用于制作输送液体管道或制作结构、零件用。高精密珩磨管按外径和壁厚度供货,在同一外径下有多种壁厚,高精密珩磨管承受的压力范围较大。通常钢管长度,热轧管为3-12.5m,冷拔(轧)管为1.5-9m。在使用之前必须先检查是否有异状,如外观变形,接头是否有压紧,而双头弹簧(橡胶套)必须套进接头处,是保护接头处与高精密珩磨管的脆弱处也可避免收管时成90度或180度的折损,而产生使用时容易爆管或漏剂之情形。
