



而制造工模具时,正确的机加工工艺及热处理制度对工模具的使用寿命影响大,其工艺制度的拟订起着决定性的作用因此,在设计挤压工模具的形状、计算其强度和选择其材料时,考虑到工模具各种不同的工况条件。挤压工模具的设计条件如下:挤压工模具的设计,在所有的情况下,其计算方法与工作在相应温度和受力条件下的机械零件的计算方法相同。球墨铸铁管工模具在使用前的预热为重要。应了解工模具在使用时的硬度情况,因为工模具不正确的预热可能导致其脆性破坏。
球墨铸铁管价格的配置情况、工模具的尺寸以及有时其结构随着挤压坯料的尺寸和产品的尺寸的改变而变化的情况由此可见,工模具材料的选择是根据挤压一定材料时的挤压速度条件、加热温度制度、坯料金属的塑性、挤压产品的形状、润滑情况和工模具被冷却的可能性等因素进行的。
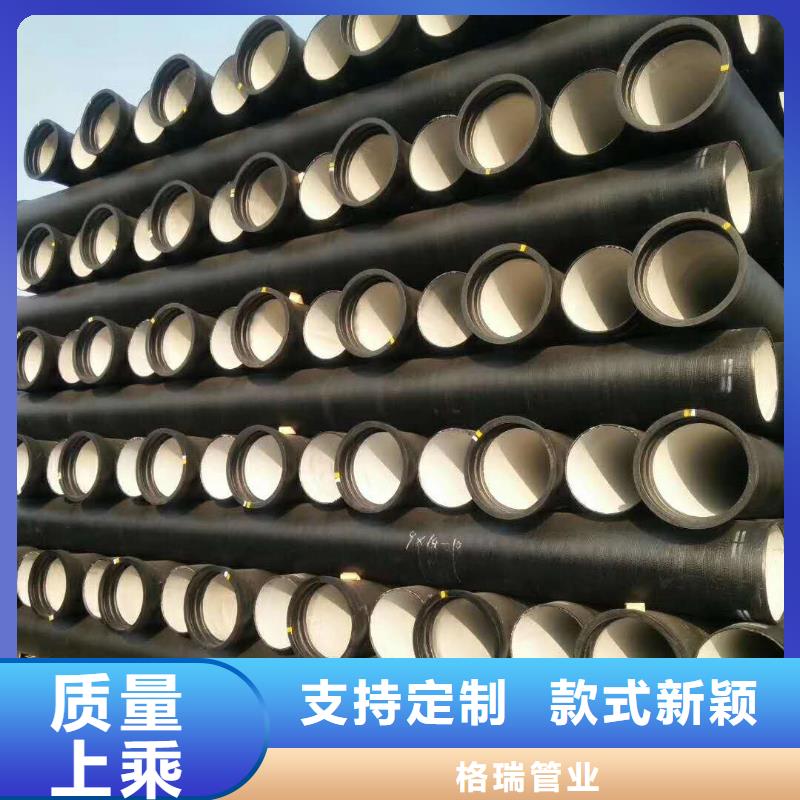
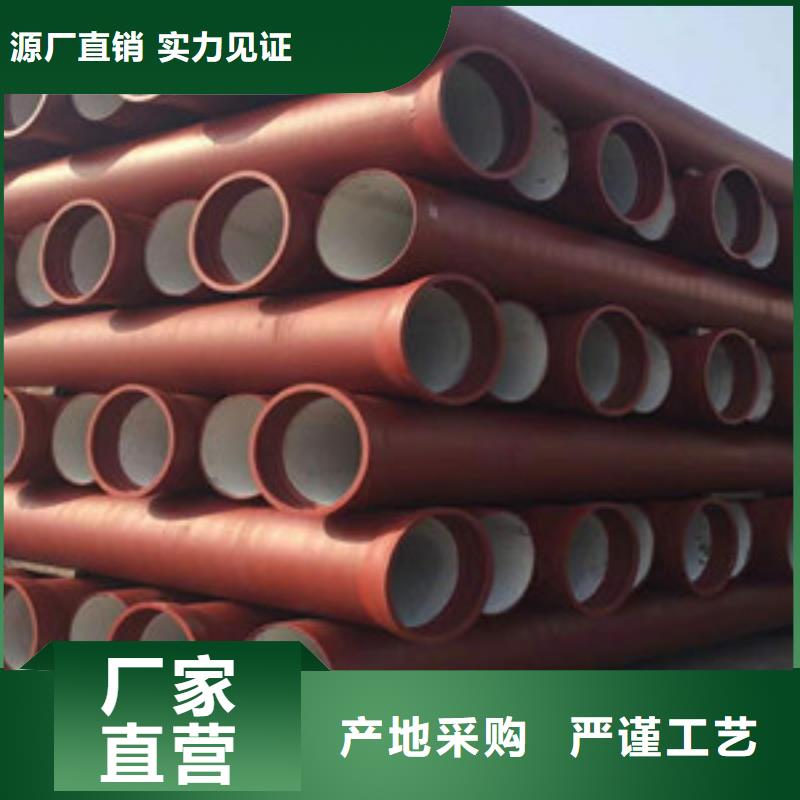
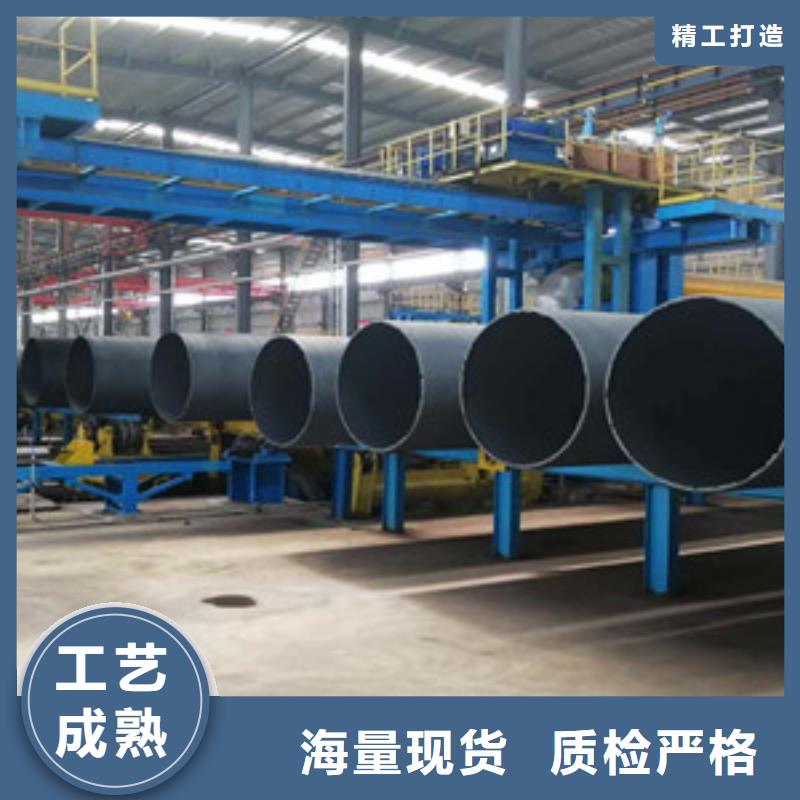
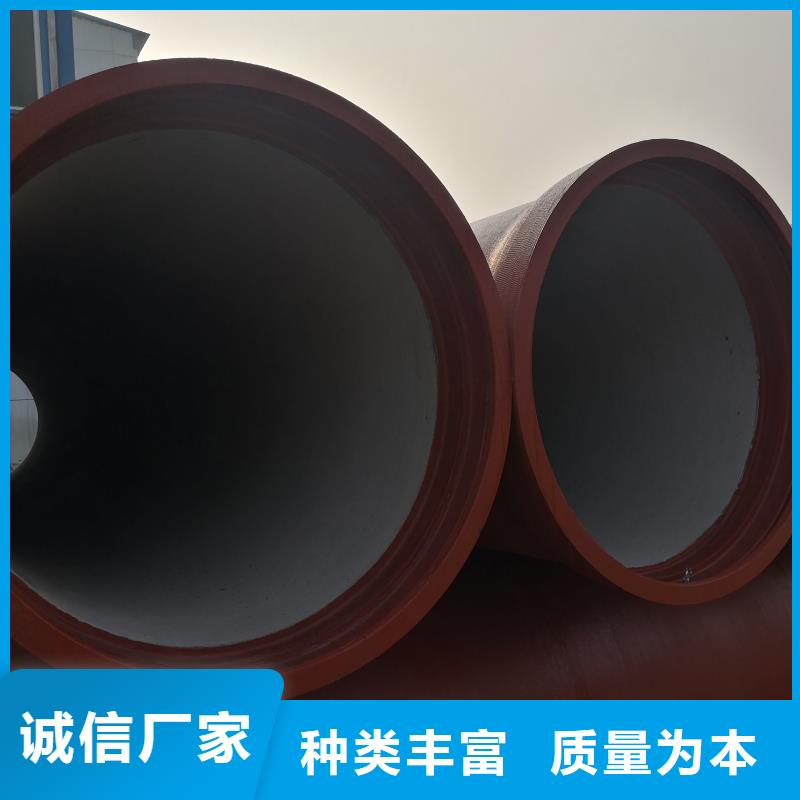
水冷金属型离心铸管机浇铸而成,经过退火、承插口修整、水压试验、内壁衬层水泥、水泥衬层养生、水磨水泥内衬、砂型离心铸铁直管:砂型离心铸铁直管之材质为灰口铸铁,适用于水及煤气等压力流体的输送。连续铸铁直管:连续铸铁直管即连续铸造的灰口铸铁管,适用于水及煤气等压力流体的输送。外壁涂敷沥青漆、沥青漆烘烤、承口防锈处理、喷唛头及包装等多道工序的精心处理,具有高强度、高延伸率、耐腐蚀的钢筋铁骨。球墨铸铁管的公称口径为80~2200毫米,与灰口铸铁管相比,强度大、韧性好、管壁薄、金属用量少、能承受较高的压力,有效长度有5米,6米及8米;按壁厚不同分P、G两级。是铸铁管材的发展方向。球墨铸铁管采用炼铁高炉生产的低磷、低硫的优质铸造铁水,按当前国际上先进的离心铸造、退火工艺。
球墨铸铁管安装费用除了特殊情况之外,管沟边线应该是一条直线,沟底应该在一平面上,用机械挖沟是,槽底应留0.2-0.3米的土层暂不开挖,不要留有漆、土、砂子等残物,清扫插口、光滑边缘。中国铁矿石对外依存度仍将保持在85%以上但短期的库存及高价位库存带来的资金压力开沟:开沟前,首先清除障碍,挖掘管沟时,应当考虑将来回填时,土砂能够充充分地回填至球墨铸铁管底部,挖掘接口处的沟槽时,为了接口容易操作,应该尽量留有余地,后使用人工清理沟底至标准高度。球墨铸铁管开槽施工、安装、角度偏移应该注意哪些要素用毛刷和干净的抹布清理承口内部,特别是放胶圈的位置,必须保证接口操作能够充分用上力气。
球墨铸铁管因此,我们把模样及浇注系统分开上涂料,烘干后在组装起来,并进行必要的修补、烘干,供浇注用。模样的烘干温度为45℃±5℃。山东聊城格瑞球墨铸铁管消失模铸造涂料用浸涂法施涂,有生产效率高,节省涂料、涂层均匀等优点。但由于泡沫模样密度小(与涂料密度相差几十倍),且本身强度又很低,浸涂时浮力大,球墨铸铁管因此仅适用于模样可浸入或半浸入涂料中的中小型管件。大口径球墨铸铁管件泡沫塑料模样,只能用喷淋、刷涂、淋涂的方法施涂。为此,我们在涂料槽底部加装一泥浆泵,联接上喷淋管,使涂料可源源不断的从管口流出,球墨铸铁管具有喷淋功能。上涂料时,通过翻转模样,球墨铸铁管将涂料喷淋到各个部位。泥浆泵及其管路,还起着对槽中涂料进行循环搅拌作用。涂层厚度控制在1.0-1.5mm。由于泡沫模样在施涂过程中需翻转,而且要多人合作完成,浇注系统容易碰掉或损坏。
