





如果在进行弯管加工时,由于使用热弯管加工工艺,因此不管管道直径大小,按规定装载干燥的细沙是必要的,加工加热的金属弯管时,可以调节温度,铝型材的弯管也用于弯管加工,但管道不需要沙子,为了减少弯头的椭圆度,使弯头的腹部呈凹面,可以轻拍弯头两侧管道壁的位置,在弯管加工部分和管道末端之间形成椭圆形。因此在实际的加工中不要忘记,用高合金钢管或有色金属管道加工弯头时,有效的方法应该是机械方法,如果需要沙子填充,就不要用锤子敲,防止弯管受损,铝管在弯管加工中同样需要沙子,弯管加工达到一定程度后,可以用特殊的测试设备检查平滑度,如果温度正确,可以将加工后的管段移动到平面上,将管段弯管加工到与模具完全匹配的位置,然后用湿布冷却,使用高压钢管进行弯管加工时,保证表面没有损坏。
在进行热处理之前,可以对其进行探伤准备,如果有缺陷应提前维修,磨损后弯管的管壁不能小于公称壁厚,如果弯管加工是必要的,应适当记录,实际上,弯头加工有多种方法,由于管道的原材料和材料不同,选择加工方法时也存在很大差异,但所有弯头加工过程的终目的是相同的,并保证弯头的质量。
那么,当弯管机的液压系统泄漏时,当弯管机的液压系统泄漏时,可以减少油管接头的数量,整合控制阀,防止系统漏油,为了减少整流时的液压冲击和机械振动,尽量延长整流时间,弯管机要定期检查,定期维修及时处置,防止泄漏的发作,其外部原因是由于油液不足而引起的。

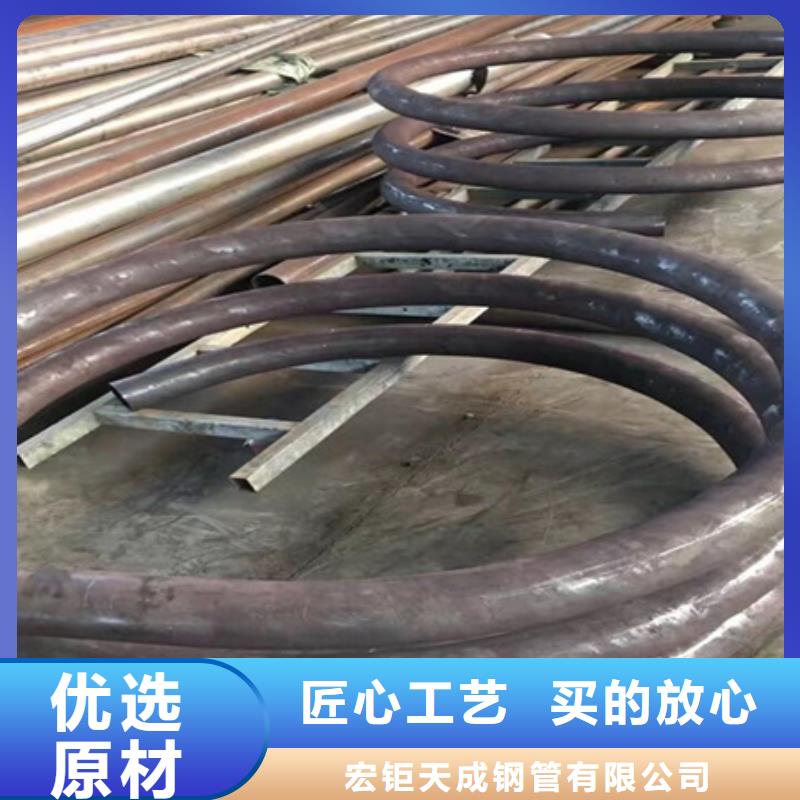
述弯管拉弯在工业领域中的运用与发展弯管拉弯的特点如下所示:1.能够成型强屈大一点的铝弯管坎坷零件。2.能够成型空间布局繁杂的铝弯管零。3.具有独特加工工艺方法结合的综合性成型特点。4.坎坷精确度高,回弹力小。因此,弯管拉弯广泛应用于工业生产、汽车、机场铝弯管坎坷零件的生产中。在飞机生产中,机场框架肋、整体机身前后左右段、发动机短仓长桁架等大型铝弯管颠簸部件是飞机骨架的关键部件,直接影响飞机气动外观设计,形状精度要求相对较高。在小汽车生产中,折弯加工主要用来生产加工车体结构和保险杆的空心铝合金弯管坎坷件,在坚持和钢材制品相同的抗冲击性能环境下,可以减轻车身净重,降低应用费用。折弯加工加工工艺可实现铝合金弯管高精度坎坷,但是由于折弯加工成型中会会出现厚度薄化裂开、发皱、横截面崎变等成型缺陷,但这些成型缺陷与铝弯管的材料的性能、横截面样子及工艺指标种种因素息息相关,十分复杂。拉弯机是进行拉弯加工与弯管拉弯生产加工的关键机器设备,在生产折弯加工是都要用到拉弯机,目前市面上拉弯机种类很多。拉弯机生产厂家教大家恰当的应用拉弯机,详尽方法如下:
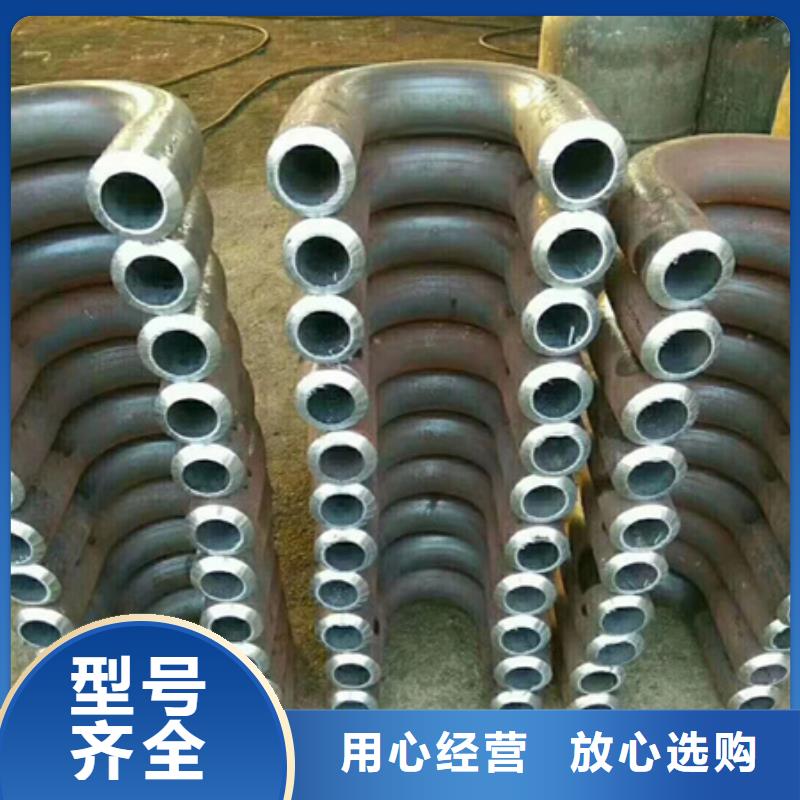
无论是以中国還是海外,就现阶段的发展趋势状况来剖析得话,在热煨弯管生产加工生产流水线层面实际上全是向着向着大口径、大壁厚及其高钢级方位发展趋势。在具体工作中,也大部分全是选用高频电磁感应加热,微型机主要参数操纵的精益生产方式。下边人们就以某弯管生产加工公司来进行表明。
,该生产商在中国该制造行业中具备一定的象征性,不但技术设备优秀,有着好几条优秀生产流水线,并且在诸多工程项目中完成了热煨弯管生产加工生产制造的每日任务。而现如今以便扩张生产规模,提高公司生产制造水准,必须导入一条优秀的生产流水线。据统计,该生产制造先能够 完成较大生产加工直徑1620mm,壁厚40mm。
除此之外,在开展弯管生产加工工作的情况下,不但维持稳定,并且可以做到24米的放料长短。该系统软件的拐臂旋转、卡头开闭及其半经调整等应用的是液压传动系统,姿势靠谱优秀。在加温层面也是选用的现如今更为优秀的整流电源,输出功率调升便捷精确。

管件常见弯管方法及其7种弯管方式详解接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。辗压式旋转:用竖柱式或竖式弯曲机弯曲模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。带纠正的折弯:这类折弯方式水管不容易挤扁。芯轴式挤弯:这类挤弯一般为热挤拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。
