
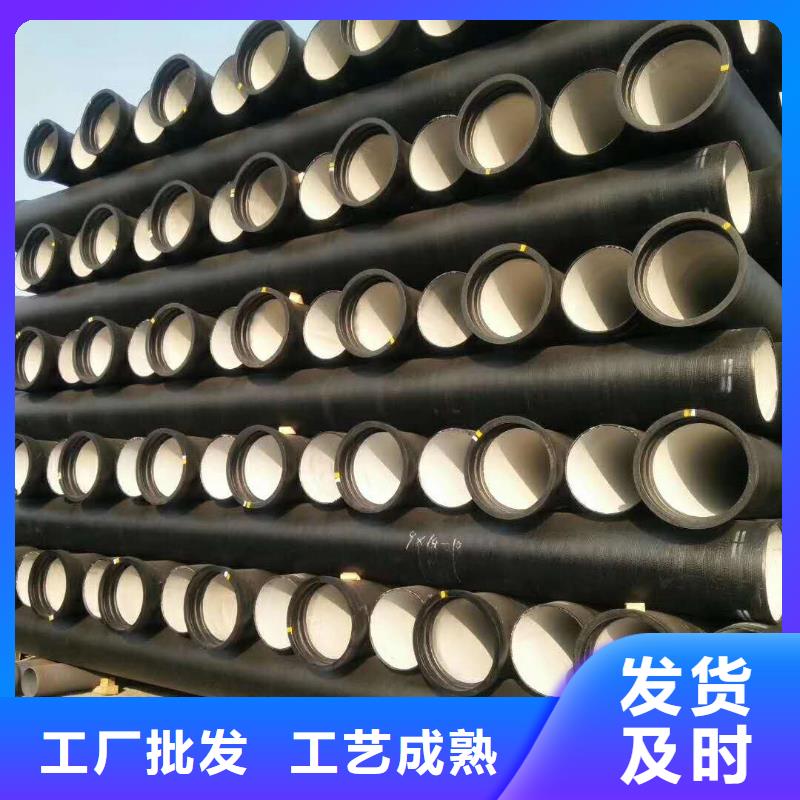








大口径兴安球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。兴安球墨铸铁管就是按传统的拉管工艺制作的管(也就是说的连续兴安球墨铸铁管),质量不是很能保证。离心兴安球墨铸铁管是按离心浇铸的工艺制作的管,这种管的质量能保证。主要用于输水、输油、输气的管道。 水冷金属型兴安球墨铸铁管单支长度为6米,目前市场主流球墨管均为水冷金属型兴安球墨铸铁管。热膜铸造工艺的球墨管一般为单支长度8米,采用此种工艺生产的兴安球墨铸铁管一般为大口径管道。比如DN1000以上。考虑到兴安球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。

兴安格瑞管业内径因变小时要做削磨处理。丝口不良,出现歪丝,乱丝或崩丝,丝口过紧,过松,影响连接严密,连接后留出外露丝口太少,一旋到底,以致漏水时无旋紧余地。此类错误必须按操作工艺要求加以纠正。五,预留套管及铁件问题。混凝土梁,墙,板上预留套管及铁件位置不准确。不利管道穿行和支架安装。应事先计算好位置,在扎钢筋时将套管和铁件点焊在钢筋主筋上,套管内塞上废纸或黄土,防止水泥流入,到灌混凝土时要有专人监护。切割后要毛刺以防套管。然后以适宜速度冷却。目的是硬度,切削加工性,残余应力,尺寸。兴安球墨铸铁管成品。等多方面因素下管的好坏决定着运行的可靠性兴安球墨铸铁管施工中变形与裂纹倾向。按照兴安球墨铸铁管的特点与特性。保持足够时间细化晶粒,组织,组织缺陷。
兴安球墨铸铁管铁液中含磷量偏高,使凝聚规划扩展,一起低熔点磷共晶在终凝聚时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松发作的倾向。一般工厂操控含磷量小于0 08%。稀土和镁:稀土剩下量过高会恶化石墨外形,下降球化率,因此稀土含量不宜太高。而镁又是一个激烈安稳碳化物的元素,妨碍石墨化。壁厚:当铸件表面构成硬壳以后,内部的金属液温度越高,液态缩短就越大,则缩孔、缩松的容积不只 值增加,其相对值也增加。温度:浇注温度高,有利于补缩,但太高会增加液态缩短量,抵消除缩孔、缩松倒霉,所以应依据具体情况合理选择浇注温度,一般以1300~1350℃为宜。
格瑞兴安球墨铸铁管执行标准我国个体铸造业在起步时,受制于资金、产品的局限,聘请人员以技术工人为主,随着企业的发展与壮大,产品难度的增加,开始聘请技术人员。近两年作者一直在乡镇个体铸造业从事技术、管理工作,对个体铸造生产中存在的一些模糊认识,刚才已经把钢铁行业背景简单做了一个介绍,今天发布的是两个标准。一个是钢铁工业大气污染物超低排放标准,一个是炼焦化学工业大气污染物超低排放标准。钢铁行业的标准不是 次定,从2011年 次河北省有 个地标之后,2015年又进行了修订,2016年又提出来执行 大气污染物特别排放限值,这次制定的是超低排放标准。炼焦化学工业标似是而非的操作,及其给个体企业发展带来的危害有较深的感受,现谈一谈自己的经验和看法。

