
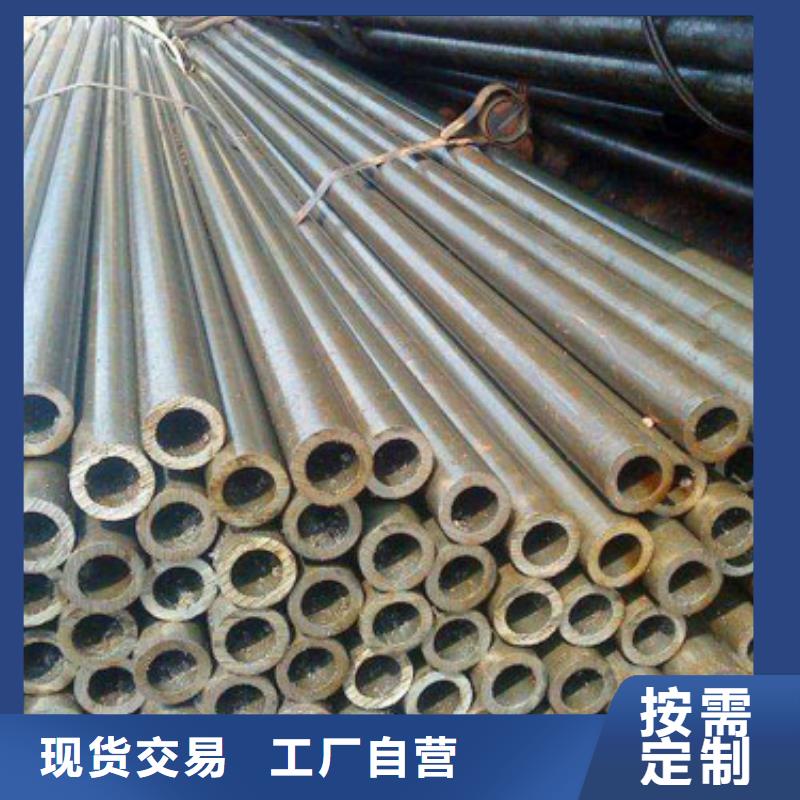



随着家用汽车越来越多的进入各个家庭,汽车的需求量日益增加。汽车和巴中精密钢管直接有着密切的 关系。 汽车用巴中精密管的品种规格繁多,其中减振器管和传动轴管是用量 的品种。减振器是汽车的重 要部件,它由缸体、贮油简等组成。缸体是减振器的核心和关键部件,国内外的各种车型主要采用 精密无缝钢管制作,有些厂已开始采用焊接钢管为坯的冷轧(拔)巴中精密管制作。上海钢管股份有限 公司从20世纪60年代开始研制汽车用管,20世纪80年代开始按DIN 2393标准为桑塔纳车用管的国 产化进行试验,至今已开发了以减振器管为主的轿车用冷轧(拔)无缝巴中精密钢管,品种规格达40余 个。1995年的产量为1700余吨。同时,还开发试制了减振器缸体用精密冷加工焊接钢管和贮油筒 用焊接钢管,为桑塔纳轿车的国产化做出了贡献。
<巴中>大金钢管制造有限公司在汽车制造行业中,所应用的钢管,也就是巴中精密管,为何挑选这类的钢管呢?那是由于巴中精密钢管 ,降低了许多 能量的耗费,由于在生产制造的发动机中,会必须根据钢管,将石油点燃的能量,传 送到驱动器设备中。而一般的钢管,因为制作技术性的缘故,造成管道的表层,并并不是那麼的光 洁。这类的管道,在专递能量的情况下,本身的运行,就会奢侈浪费许多 的能量。并且然料要想, 从液压缸之中,进到到发动机之中,也必须管道的运送。这样一来在运输的过程中,就会消耗很多 的能量,而传到驱动器设备中的能量,毫无疑问会拥有 一定的降低。这就是为何,以前的小车,发 展速率及其高速率,一直也不高的缘故。

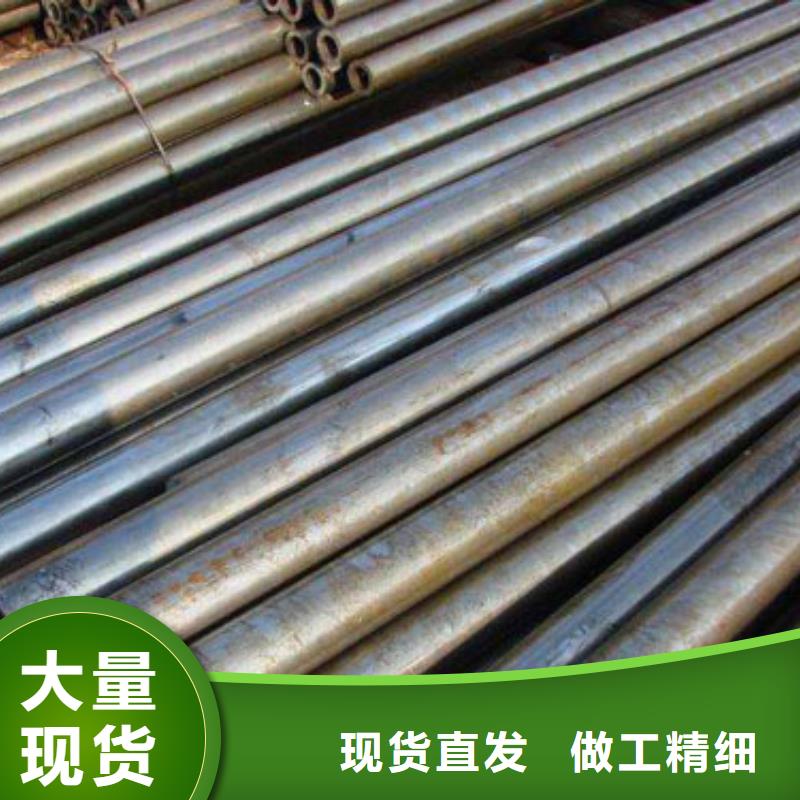
巴中精密钢管在热处理工艺中淬火工序造成的废品率往往较高,这主要是在淬火过程中,同时形成较大 的热应力与组织应力,此外,由于巴中精密钢管内在的冶金缺陷、选材不当,错料、设计上的结构工艺 性差、冷、热加工过程中形成的缺陷等因素,均容易在淬火、回火工艺中暴露出来,因此对零部件 淬火、回火后的缺陷必须进行系统的分析与调查。 淬火变形与淬火裂纹 在实际生产中,应该根 据淬火变形与淬火裂纹的形成原因采取有效的预防措施。巴中精密管热处理尽管做到均匀加热及正 确加热:工件形状复杂或截面尺寸相差悬殊时,常因加热不均匀而变形。为此,工件在装炉前,对 不许淬硬的孔及截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆 环等易变形零件,可设计特定淬火夹具,。这些措施既有利于加热均匀,又有利于冷却均匀。工件 在炉内加热时,应均匀放置,防止单面受热,应放平,避免工件在高温塑形状态因自重而变形。对 细长零件及袖类零件尽量采用井式炉或盐炉垂直悬挂加热。限制或降低加热速度,可减少工件截面 温差,使加热均匀。因此对大型锻模、高速钢及高合金钢工件,以及形状复杂、厚薄不匀、要求变 形小的零件,一般都采用预热加热或限制加热速度的措施。合理选择淬火加热温度,也是减少或防 止变形、开裂的关键。
<巴中>大金钢管制造有限公司
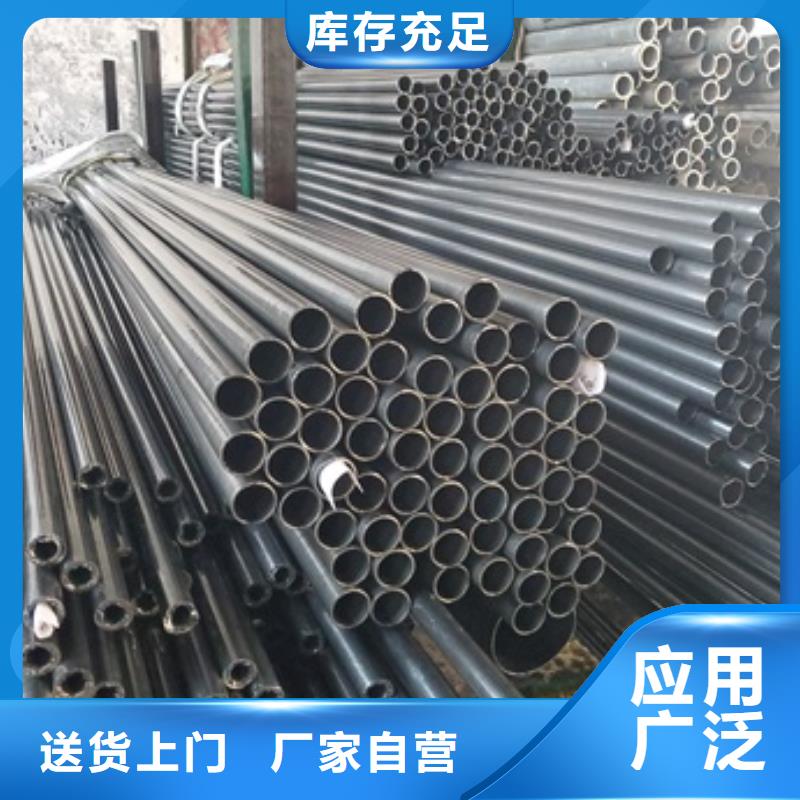
巴中精密管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。 巴中精密管生产厂家国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,俄罗斯少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。
<巴中>大金钢管制造有限公司
