


将止水铜板加工为W形以及F形具有以下两个方面的好处, 铜止水,设置的铜鼻子在止水铜板安装过程中的固定,且可有效增加铜板止水的抗拉防震能力;第二,立腿可有效防止绕渗。而根据W形以及F形铜止水的形状可知,W形铜止水在铜鼻子两边均设置有立腿,而F形只在其一边设置了立腿,因此得出,其两个作用的区别在于W形止水铜板可防止两个方向的水流绕渗,而F形只能防止一边的绕渗。一般设计生产、加工止水铜板的工厂出售此类商品时,均可免费根据设计图纸成形,那么未成形的止水铜板是否有效呢? 铜止水 未成形止水铜板在水工建筑止水中有效,只是较成形了的止水铜板在使用项目和使用效果存在一定的差异。未成形止水铜板主要用在项目宽度较小的地方,可以直接采用铜板边沿排水,阻止水进入铜板保护区域,如桥梁。而使用效果的差异,主要是因为成形止水铜板可根据铜鼻子形状安装,更加牢固,且不易产生位移。同时成形后的止水铜板因铜鼻子中填塞沥青麻绳或麻绳沥青,会有效的增加止水铜板的侧向承压能力。



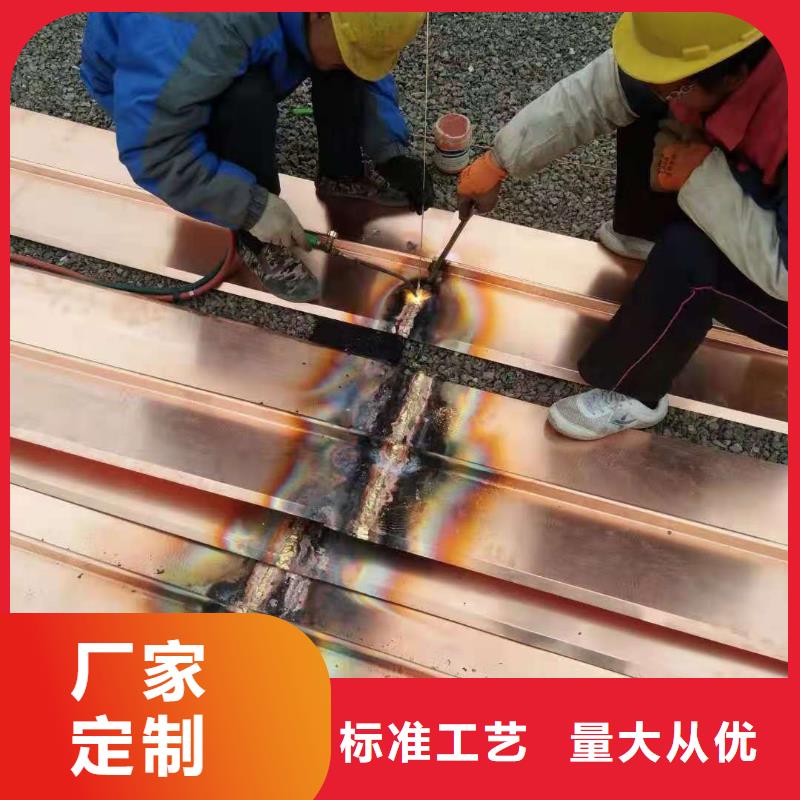
铜止水片(是由紫铜或纯铜生产加工而成),铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。 气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。 其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。 需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm,与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。 1.火苗的引燃 焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现安全事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。

