





铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门全面喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。

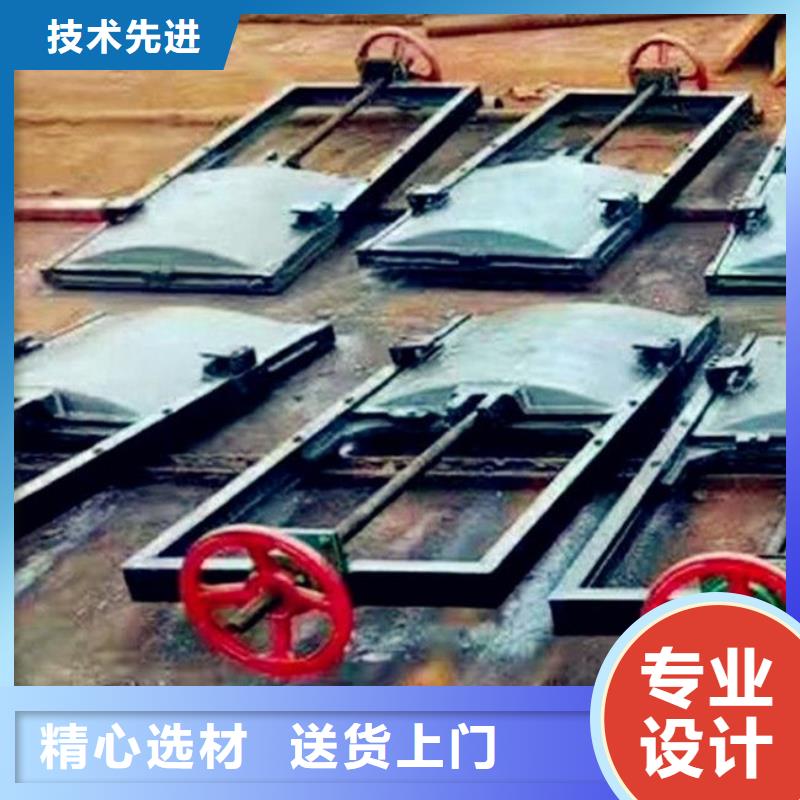
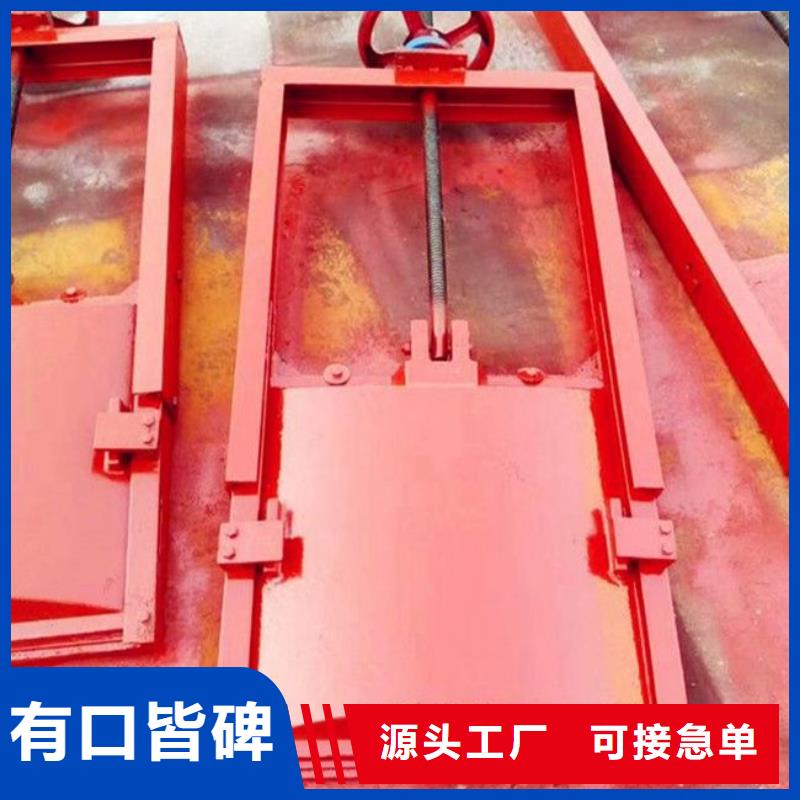
双向止水铸铁闸门安装现场
双向止水铸铁闸门产品安装要点
1,铸铁闸门在安装前,首先要检查各联接部位的螺栓是否因运输装卸造成松动,如有松动应加以坚固才能进行安装。
2,检查铸铁闸门的主立框与横框连结上的止水面是否有错位,如有错位则松动连结螺栓将止水面调整在同一平面内才能进行安装。
3,铸铁闸门安装时应采用整体就位安装,禁止闸框、闸板分体安装,防止闸变形(除特大铸铁闸门外)。
4,铸铁闸门在二期浇注前将闸门整体吊装就位后找好前和后的正确位置,然后将调整螺栓与工程配钢筋焊牢,再用塞尺检测各止水面处的间隙,同时对间隙超过0.3mm处用高速螺栓进行调整,确保各产品止水面的间隙在0.3mm以后,再将铸铁闸门背后水面两边立门槽用金属或木质杆支撑,防止浇注时挤压,造成门槽向内夹卡门板,之后才进行二期浇注。
机闸一体式铸铁闸门用于关闭和开放泄(放)水通道的控制设施。水工建筑物的重要组成部分,可用以拦截水流,控制水位、调节流量、排放泥沙和飘浮物等。闸门一般由活动部分(也称门叶)、埋固部分和启闭机械3部分组成。门叶包括:承重结构、行走支承、支臂、支铰、止水装置、吊耳等。埋固部分包括:轨道、铰座、止水座、护角等。

常见的铸铁闸门防冻措施,主要有以下三种:1、水泵搅动法,就是在铸铁闸门门槽及面板附近布设管路,利用潜水泵抽取库内的水,在水表面排出,在弧形闸门前形成水的循环,形成不冻的水面,进而防止闸门附近水面冻结。2、压缩空气吹气法,就是在铸铁闸门门槽及面板附近布设管路,利用空气压缩机定时将空气管道引入水面,利用温度较高的压缩空气,在弧形闸门前吹开一个不冻的水带,以此来保护闸门,以免闸门被冻住影响其正常使用。3、电加热法,就是利用电加热手段配备保温设施,加热闸门表面的水层,形成一个不冻的水带,以此来保护闸门,以免闸门被冻住影响其正常使用。总的来说,闸门防冻措施主要是水泵搅动法、压缩空气吹气法和电加热法三种,但其实,这三种闸门防冻措施的本质是在水表面加入热量,保证加入的热量大于闸门表面的流散热量,从而保证闸门不被冻住;从理论上讲水泵法消耗电功,即热经济性,压缩空气法差,电热法居中。考虑工程技术和投资综合因素,利用蒸汽或电加热的方法,其设备比较复杂,费用昂贵,所以,水泵法是的方法,我们应将水泵法作为方法。以上就是关于闸门防冻措施的内容介绍,希望大家能够了解。至于大家要选择哪种闸门防冻措施,还要根据闸门的实际使用情况来选择,只有这样,才能选择适合的闸门防冻措施,以此保证闸门正常运行。
铸铁闸门用于水利工程,其主要功能是满足排水要求并调节排水量。现在市面上销售的铸铁闸门无论是在功能方面,还是在性能上面,已经在原来的基础上,都较以前有了明显的改善。内部采用先进的制造技术,在强压力的作用下,内部结构被严格密封,而在闸门两端,采用铸造技术。生产完成后,对铸铁闸门表面进行处理,以提高表面的耐磨性和抗磨损能力,终达到增加其使用寿命的作用。为了提高铸铁闸门的抗腐蚀能力,制作厂家在制作闸门的时候,一般都会对其表面进行氮化处理,将其安装在水利工程里面,闸门能够按照启动要求,对水流起到限流作用,便于水利工程的管理。但是我们都知道铸铁闸门也是有一定的使用寿命的,特别是长期侵泡在溶液当中。为了保证其使用性能,在使用期间,一定要对铸铁闸门进行定期检查。如果有需要进行维护,还需要对其进行维护。这样才能够预防,当上游下来了大量的水流之后,能够高效对水流进行调节,保证水利工程的安全。
