






翻板闸门防腐是延长其使用年限的重要步骤根据工程设计要求,在喷锌处理后进行底漆、六安当地中间漆、六安当地面漆的喷涂,干膜厚度在-um或按设计要求,验收标准《SLnbsp;涂料封闭处理在除锈完成后小时内进行,分-次进行,锌层厚度在-um,验收标准《SL钢制闸门产品主要应用于给排水、六安当地防汛、六安当地灌溉、六安当地水利、六安当地水电工程中,用来截止、六安当地疏通水流或起调节水位的作用。
当我们在选择闸门形式需要考虑其在水工建筑物中的位置、六安当地尺寸、六安当地设计水头、六安当地运用条件、六安当地制造能力和安装技术水平等因素,要求做到泄流时水流条件好、六安当地止水严密、六安当地启闭力小、六安当地作简便灵活、六安当地检修维护方便等。
钢制闸门也是闸门的一种,它同普通的闸门一样,钢制闸门也是有启闭机和门叶以及埋件组成。主要是控制水流量的水利设备。那么钢制闸门有什么独特的优势呢?钢制闸门一个独特的优势就在于其与多种启闭机完美配合、六安当地水阀的设置和专用的启闭设置。
这三个方面成为钢制闸门受欢迎的因素。钢制闸门与铸铁闸门两种产品都广泛应用于排灌、六安当地水电站、六安当地河道、六安当地水库、六安当地污水处理厂等水利工程,是水利工程的重要组成部分。那么两种相比有何不同之处呢?在不同的条件下,我们应该正确的选择好闸门,对待铸铁闸门和钢制闸门的时候,要注意掌握科学的作方法和维护技巧,以保障它的安全运行以及使用寿命。
同铸铁闸门相比,钢制闸门的使用寿命更加长久。二者在水利建设中各有千秋,共同成为人类工业建设和工业生产中的好帮手。钢制闸门施工条件同涂料保护施工条件相同。钢材表面处理后应在小时内进行喷涂,天气较好时长不超过小时。
喷涂应力求均匀,采用二次喷完,垂直交叉覆盖。供应钢闸门型钢闸门焊接闸门大型焊接钢制闸门详细说明河北新河县瑞鑫水工机械厂是一家从事水利机械研发、六安当地生产、六安当地销售一体化服务规模型企业。

翻板闸门在运输或防腐施工前应保持干净,避免沾染上水或油污杂质,并且不能直接用手接触金属表面,以防止局部返锈;已沾染上油污的金属表面必须用相应的有机溶剂进行处理,以喷中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。解析铸铁闸门的铸铁检验标准有哪些?铸铁闸门一般设置有可调节的楔紧装置,楔紧副分别设在门体和门框上。
调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。铸铁闸门通常配置手动或电动螺杆式启闭机,铸铁闸门用于作闸门的启闭。铸铁闸门具有布置简单,结构紧凑,节省空间;运行维护简单,减少运行费用等特点,但铸铁闸门的造价比钢闸门略高一些。小编了解到,铸铁闸门的铸铁检验标准具体表现在以下个方面:.尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用;.外观检验:铸铁闸门铸件表面不允许有未清理彻底的砂子和杂物等;.铸件缺陷:铸件表面不允许有缩松、六安本地缩孔、六安本地气孔、六安本地裂纹、六安本地皮缝、六安本地缺肉等缺陷或现象;.性能报告:铸铁闸门力学性能(包括抗拉强度、六安本地屈服强度、六安本地延伸率、六安本地硬度、六安本地压力指标或者进行必要的低温性能检验).化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计;铸铁闸门的使用和保养概述铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。
铸铁闸门安装...铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。铸铁闸门的板面与闸槽为偶合件配套,在搬运、六安本地仓储及安装时不得互换,以免影响止水效果。闸门的迎水面一定要按设计要求安装否则因板面受力方向不对,引起板面断裂,遇反向受压时一定要在订货时说明,防止发生重大事故。

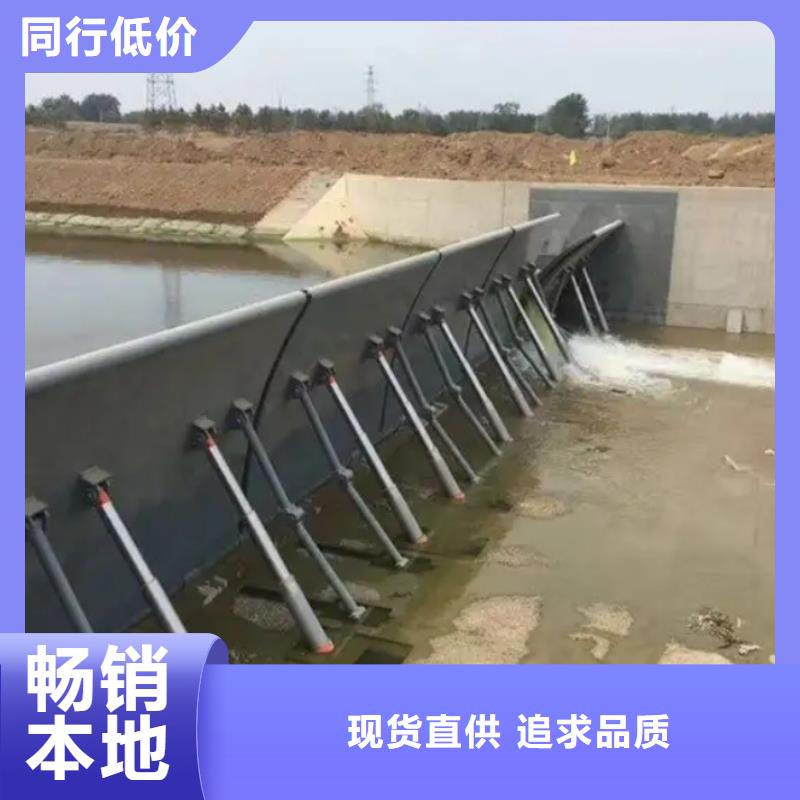
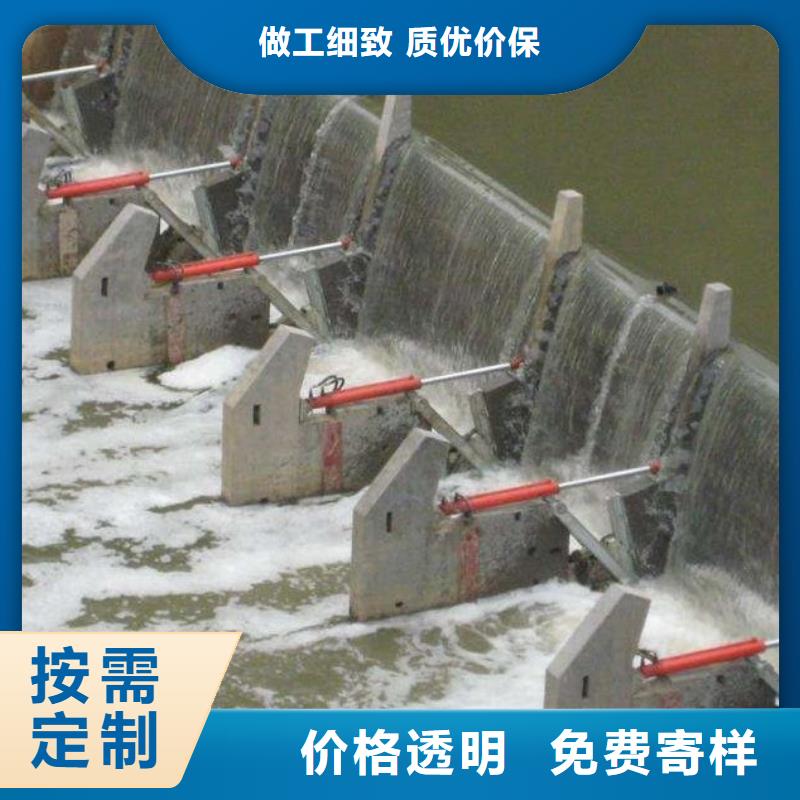
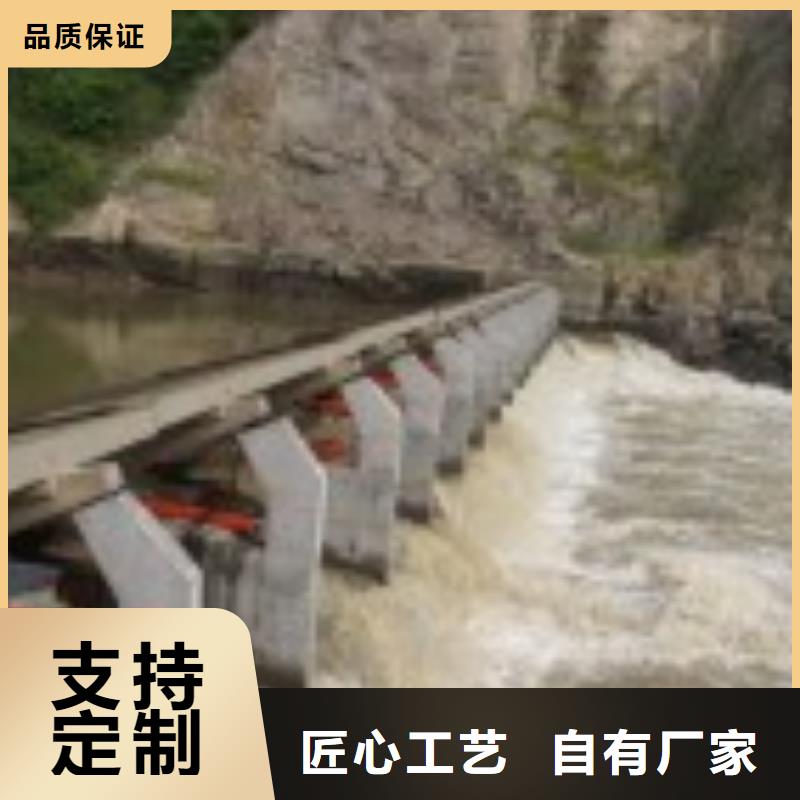
控制系统水利景观活动坝的自控系统控制方式灵活多样,上位机远程、六安异地、六安网络化集中管理,翻板闸门全自动控制及现场手动控制,管理人员在现场或异地均可对水利景观活动坝运行情况进行监视和控制。水利景观活动坝可根据河道蓄水能力,实现任意高度挡水,坝面可在任意设定角度范围内停留支撑,所有坝面数百米可迅速调平直线,便于集中控制,同时还可实现单扇或多个坝扇任意组合或同步调节,减少水流对下游的冲刷。,各国对此应力限值的规定有较大的不同:如美国AASHTO规范规定对于后张的低松弛钢绞线,使用极限状态的体外预应力钢束应力不超过.fpu;日本规范的体外预应力钢束限定值为.fpu,德国规范原规定体外预应力钢束。
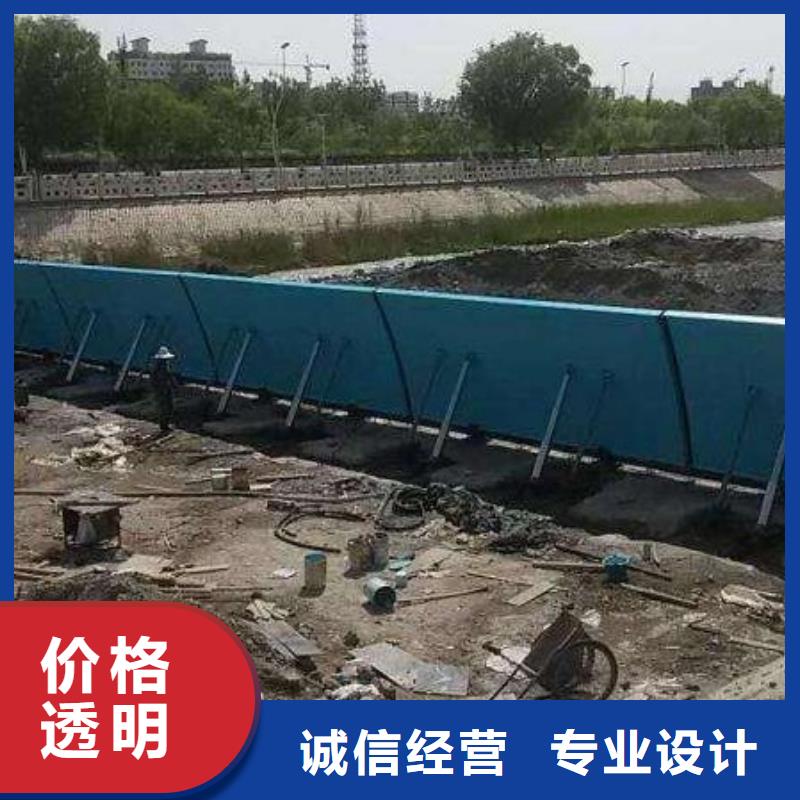
欢迎——钢闸门在焊前不充分交底和焊接把关焊后会产生较大的焊接变形甚至使变形无法修复而造成构件报废所以在闸门焊接前必须进行焊接工艺设计。对闸门的一、六安二类焊缝编制了“主控项目”焊接工艺卡要求参加闸门焊接的合格焊工严格遵循工艺纪律及各项要求有效地控制了闸门的焊接变形了产品的生产收到了良好的经济效益。闸门的焊接要求①钢闸门的焊接除按标书要求及水利水电工程钢闸门制造安装及验收规范来确保焊接符合规定外焊接变形则是控制整造的首要问题。
②门叶整体拼装组对时各部位间隙要严格控制。③一般整体闸门分节制作按制造结构的设计工艺要求整体拼装后为保证整体闸门门叶的焊接要求在各节连接部位之间每隔mm左右要有临时加强肋板以加强闸门门体的刚度。④门叶组装完毕后由检查人员对整体尺寸、六安组装、六安坡口大小、六安组合间隙等进行严格认真的检查。如不合格必须按要求进行直至合格为止。弧形钢闸门是水工建筑物的重要组成部分它以可封闭孔口面积大、六安水流条件、六安所需启闭力较小等独特的优势被广泛应用于泄水建筑物的工作门。

翻板闸门材料的选用原则是根据主体材料的情况、六安附近介质特性、六安附近结构特点以及零件所起的作用、六安附近受力情况综合考虑的。对于常规的通用阀门在标准已规定了内件材料或规定了几种材料由设计者根据具体情况选用。对于一些有特殊要求的阀门,如高温、六安附近高压、六安附近介质有腐蚀等工况条件,则需按钢制闸门工况条件选择内件材料。关闭件即闸板(阀瓣)、六安附近阀座。关闭件的密封面是阀门的主要工作面之一,材料选择是否合理以及它的质量状况直接影响阀门的功能和使用寿命。
由于阀门用途十分广泛,因此阀门密封面的工作条件差异很大。压力可以从真空到超高压,温度可以从-℃到℃,有些工作温度可达℃,工作介质从非腐蚀介质到各种酸碱等强腐蚀性介质。从密封面的受力情况来看,它受挤压和剪切。从磨擦学的角度来看,有磨拉磨损、六安附近腐蚀磨损、六安附近表面疲劳磨损、六安附近冲蚀等等。因此,应该根据不同的工作条件选择相适应的密封面材料。磨粒磨损是指粗糙的硬表面在软表面上滑动时出现的磨损。硬材料压入较软的材料表面,在接触表面就会划出一条微小的沟槽,此沟槽所脱落的材料以碎屑或疏松粒子的形式被推离物体的表面。
腐蚀磨损金属表面腐蚀时产生一层氧化物,这层氧化物通常覆盖在受到腐蚀作用的部位上,这样就能减慢对金属的进一步腐蚀。但是,如果发生滑动的话,就会掉表面的氧化物,使出来的金属表面受到进一步的腐蚀。表面疲劳磨损反复循环加载和卸载会使表面或表面下层产生疲劳裂纹,在表面形成碎片和凹坑,终导致表面的破坏。材料的损环是由锐利的粒子冲撞物体而产生的,它与磨粒磨损相似,但表面很粗糙。擦伤是指密封面相对运动的过程中,材料因摩擦引起的破坏。

