
更新时间:2025-05-31 03:33:48 ip归属地:怀化,天气:小雨,温度:22-30 浏览次数:8 公司名称: 国赢供水设备(怀化市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 18700/平米 |
| 发货期限 | 7 |
| 供货总量 | 25000 |
| 运费说明 | 含运费 |
| 小起订 | 10 |
| 质量等级 | a |
| 是否厂家 | 是 |
| 产品材质 | 304 |
| 产品品牌 | 国赢供水 |
| 产品规格 | 一用一备 |
| 发货城市 | 本地 |
| 产品产地 | 中国 |
| 加工定制 | 是 |
| 产品型号 | AAB |
| 可售卖地 | 全国 |
| 产品重量 | 2800 |
| 产品颜色 | 蓝色 |
| 质保时间 | 5 |
| 外形尺寸 | 2*2米 |
| 适用领域 | 生活 高层 自来水供水 |
| 是否进口 | 是 |
| 质量认证 | fg |
| 产品功率 | 1.1-220kw |
| 工作温度 | 常温 |
| 品牌 | 国赢供水 |
| 材质 | 304食品级 |
| 水泵台数 | 1-8台 |
| 优点 | 节能环保 |
| 控制柜 | 触摸屏 plc控制柜 变频器 |
| 售后 | 全国上门 |







怀化不锈钢水箱水箱厚度明细如下: 序号1水箱(25m×6.5m×2m):底板2.5mm,顶板及人孔板1.5mm,下部侧板2.5mm,上部侧板1.5mm; 序号2水箱(7.5m×4.5m×2.5m):1000mm×500mm侧板安装于中部,厚度2.0mm,底板3.0mm,顶板及人孔1.5mm,下部侧板2.5mm,上部侧板1.5mm; 序号3水箱(3.0m×2.5m×3m):底板3.0mm,顶板及人孔1.5mm,下部侧板2.5m,上部侧板1.5mm。 2)不锈钢水箱板材选用相应系列不锈钢板经机械加工成有纵向加强筋的板面现场气体保护焊接成型; 4、验收: 1)验收标准: 相关标准,招、投标文件的约定。 2)验收程序: a.交货前检验:中标供应商在货物交货前应按产品技术标准规定的检验项目和试验方法进行检验 中标供应商应随同货物提供出厂检验报告、产品质量合格证。在设备的生产过程中及交货前,招标人有权派技术专业人员对设备生产环节进行质量监督,并在设备交货前进行随机抽检产品,中标供应商应予配合,并应提供检验设备及相关费用。
怀化恒压供水 变频 近期行情 <怀化>国赢供水设备有限公司 sqhuihuang 88966 怀化恒压供水 变频 近期行情
怀化不锈钢水箱薄型轻型不锈钢水箱也可能更容易受到收缩和膨胀引起的问题。在进入系统的水很冷并且热水量需求很大的地区,这尤其是一个问题。为了避免这些问题,一定要寻找重型不锈钢水箱。根据我们从大部分客户那里了解到.他们在不锈钢水箱的后期使用中或多或少都会遇到水质污染的情况。所以今天在这里我们就请到了我们工厂的专业人士,来为大家介绍一下怎样避免不锈钢水箱内部水质被污染。 放置在室内的不锈钢水箱 目前来说大部分不锈钢水箱都是安装在室外楼顶,所以就有很大的几率使得内部的水质受到污染,那么今天在这里我们就来告诉大家如何避免不锈钢水箱的水质污染。 如果大家一定要把水箱安装在楼顶,那么 能够放在有屋顶在地方,因为这样的话就可以避免很多来自天气方面的损害以及污染,比如酸雨等; 在不锈钢水箱的周围以及顶部严禁堆放杂物,避免影响到水箱内部的水质,同时也是为了避免杂物将水箱顶部压变形; 不要划伤箱体,因为这样会影响钢板的抗锈蚀能力,导致箱体容易发生锈蚀 影响到内部水质; 定期安排人员对水箱进行巡查,确保及时发现问题能够快速的进行处理; 在对水箱进行清洗时,应该聘请专业的清洗人员来进行清洗,并严格遵守清洗流程及规范,减少对水箱内部的污染。 以上就是一些避免不锈钢水箱内部水质被污染的方法了,希望大家都能够好好的看一下,在安装水箱之前 都能够了解一下,尽量去避免这些会对水箱内部水质造成污染的情况。很多老式的居民楼里,都会出现从楼顶不锈钢水箱出来的水变黄的情况,那么这是什么原因造成的呢?
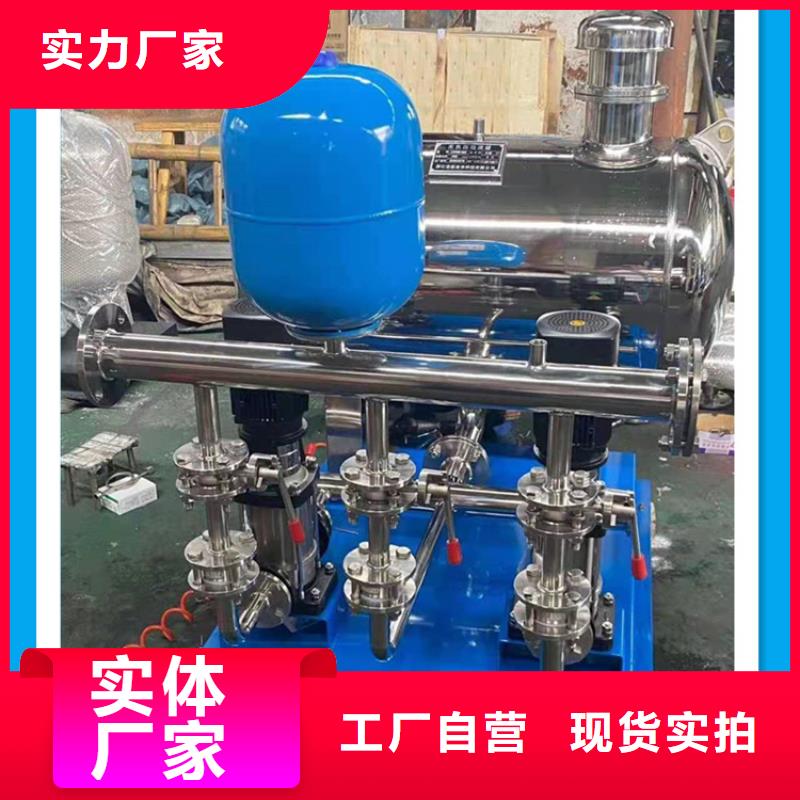
怀化恒压供水 变频 近期行情怀化不锈钢水箱制作精良用途广泛: 以精密的成型模具液压拉伸成型,单元矩形凹凸水箱成型精度高,可广泛适用于宾馆、公寓、高楼、厂家的冷热水贮水箱、食品、医药、环保、化工行业的贮液容器。 整个系统为封闭式,不锈钢表面光滑,不易附生藻类,水中沉淀物亦易清洗冲刷 选材优异防蚀抗裂:选用性能优异的奥氏体、铁素体、超低碳不锈钢板材拉伸压制,具有独特的耐腐蚀抗裂性能。 安装方便任意组合: 采用单元矩形不锈钢成型薄板拼装焊接组成,可依据设备设置场所,任意组合多边形、阶梯、L形等形态各异的水箱。 制作精良用途广泛: 以精密的成型模具液压拉伸成型,单元矩形凹凸水箱成型精度高,可广泛适用于宾馆、公寓、高楼、厂家的冷热水贮水箱、食品、医药、环保、化工行业的贮液容器。1.用锡锌铝合金焊补铝制水箱 (1)将60%的锡、35%的锌和5%的铝放人铁勺等器具中加热熔化,铸成细长焊条。 (2)清洗裂纹处油污,用砂布打磨氧化膜,再用螺丝刀或断锯条刮除干净,用喷灯将铝件加热至300℃-400℃【注意:温度不能太高】,将焊条在裂纹处涂擦,当焊条熔化时,用螺丝刀将熔化的焊条合金在裂纹处摩擦,使合金流入裂纹,然后再逐步加厚焊层。
 <怀化>国赢供水设备有限公司
<怀化>国赢供水设备有限公司