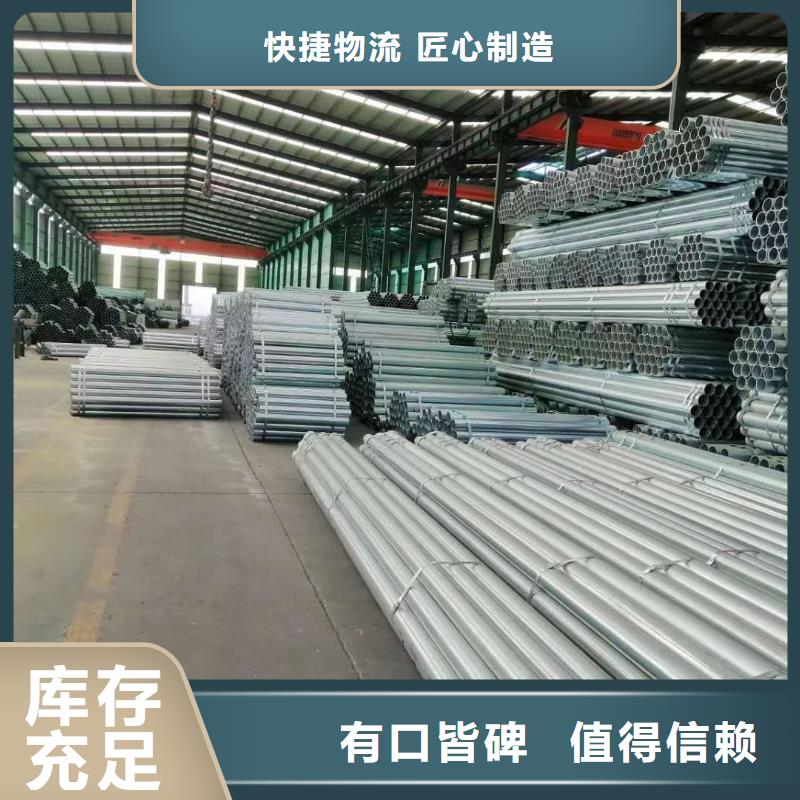




云海旭金属材料有限公司 郴州发货及时的LED灯光栏杆基地
公路护栏是为了更好的维持交通秩序,但是公路防护栏如何延长使用寿命呢。进行浸塑是防腐的方法之一现在国内比较成熟的作法是:粉末浸塑法它起源于流化床法所谓的流化床初是在温克勒气体发生炉上应用于石油分解,进而了固气两相工艺,后逐渐用于金属涂塑方面。 我们知道流化床是固体流态的第段(阶段为固定床阶段,第段为气流输送阶段),在固定床的基础上继续增大流速(W),床层开始和松动,床层高度开始增加,每个粉末颗粒被浮起,因而离开原来位置作一定程度的移动,这时便进入流化床阶段。 所以有时仍叫"流化床包覆法",实际过程是把粉末涂料加入底部多孔透气的容器(流动槽)中,由鼓风机从下送入经过处理的压缩空气,使粉末涂料达到"流化状态"。成为均匀分布的细散粉末。bc段说明流化床内粉层,其高度(I)随着气体速度的增大而增加,但床内压强(△P)并不增大,在一定范围内变动流速而不影响流体所需的单位功率,这是流化床的特征,正是利用这一特点来进行涂装工艺实施的。 流化床内粉末流化状态的均匀性是保证涂膜均匀的关键。在粉末涂装上用的流化床属于"竖式流态化"流化数必需经过试验找出,一般以能够涂敷即可,流化床内粉末的悬浮率可达30~50%。浸塑方法如下:例如:经过除油预热到粉末涂料熔融点以上,浸渍到流化床中后塑粉会均匀粘附,然后塑化高分子交联流平成钢塑复合制品.。
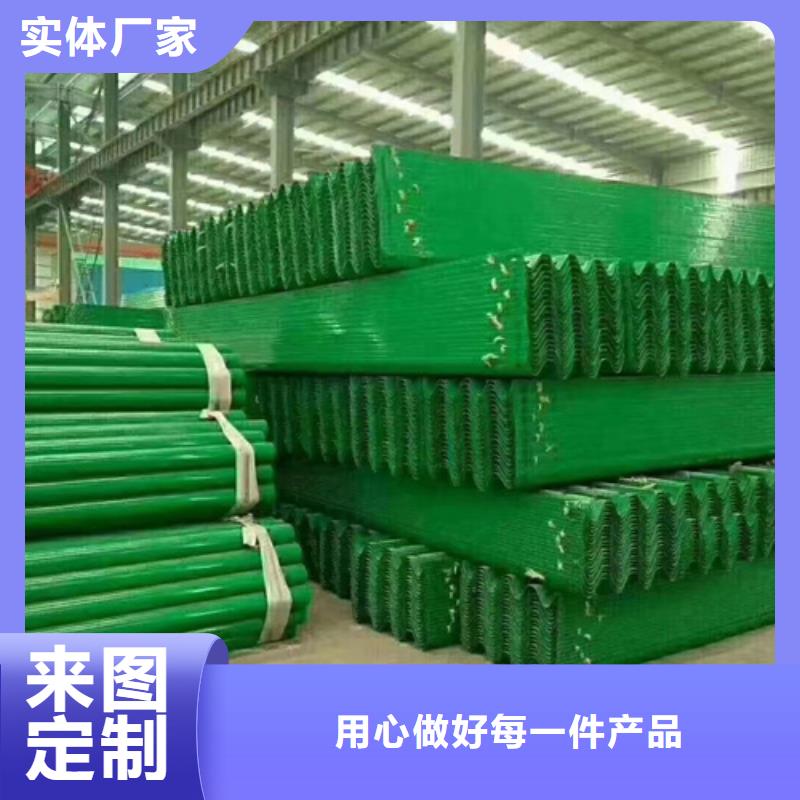
交通运输(2011-2015年)发展规划提出,到2015年末,公路客货运量分别达到400亿人次和300亿吨,规模也将进一步扩大,公路总里程将达到450万公里,高速公路总里程将达到8万公里,覆盖90%以上的城镇人口超20万的城市。 今年初以来,各省都有多项高速公路建设项目开工,一些省份还追加了今年对高速公路项目的投资。这表明。高速公路建设仍处于一个高速发展的阶段。按交通运输发展规划要求,到2015年末,公路总里程将达到450万公里,高速公路总里程将达到8万公里,覆盖90%以上的城镇人口超20万的城市。 有业内人士推测,后两年,高速公路护栏用钢预计将增长37%。可以预计,建设将为冷弯型钢护栏产品的发展带来机遇。高速公路护栏用钢存机遇高速公路用钢的主体是高速公路护栏、公路桥梁、涵洞和护坡,一般路基用钢很少。 下面为大家介绍一下公路护栏安装的注意事项:公路护栏在施工时应准确掌握各种设施的资料,是埋设于路基中各种管道的准确位置,在施工过程中不允许对地下设施造成任何破坏。当立柱打入过深时,不得将立柱拔出矫正,需将其基础重新夯时后再打入或立柱位置。

铁艺护栏是现在很常用的一种护栏,目前被大家广泛的应用于小区等地,它不像锌钢护栏一样不易生锈。铁艺护栏外形优美,造型多种多样,但是它的耐锈耐腐蚀能力大不如锌钢护栏,那么,我们应该怎么保护铁艺护栏,使得铁艺护栏不生锈呢。 今天我们给大家介绍一下铁艺护栏的安装流程。希望大家对铁艺护栏的安装作一个比较细致的了解。其实说到铁艺护栏,我想大家应该都不会陌生,毕竟它现在已广泛应用在很多地方,我们到处可见,比如:幼儿园、学校、办公区、工厂等等。 工程流程:安装预埋件放线安装立柱扶手与立柱连接打磨抛光安装预埋件(后加埋件)铁艺护栏预埋件的安装只能采用后加埋件做法,其做法是采用螺栓与钢板来制作后置连接件,先在土建基层上放?。 但对于它的施工,应该没有几个非业内人士知道的,这里诚信不锈钢铁艺部人员给大家讲述一些铁艺护栏施工的基本流程。扶手与墙体面的连接也同样采取上述方法。放线由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应重新放线,以确定埋板位置与焊接立杆的准确性,如有偏差,及时修正。


规划中的 高速公路新增路线建设;支持纳入 区域发展规划、对加强省际、区域和城际联系具有重要意义的高速公路建设,主要通道的通行能力;继续完善疏港高速公路和大中城市绕城高速公路等建设。加大国道和省道改造力度。 着力等级、服务能力和水平。重点国省道二级及以上公路比例,加快实施县通二级公路建设,国道二级及以上公路比例达到70%以上。建设,增强国道对县级及以上节点的连接和覆盖。加大危桥改造力度,按照规范要求严格实施安保工程。 继续推进农村公路建设。推进以西部建制村通沥青(水泥)路为重点的全国通达、通畅建设任务;完善农村公路基础设施,包括桥梁新改建工程、安保工程等;络状况,包括县乡道改造、连通工程等。到末,农村公路总里程达到390万公里。 到末,农村公路总里程达到390万公里。加快公路运输站场建设。公路客、货运输站场建成率力争达到50%和40%。重点建设一批集铁路、公路、城市交通客运中转换乘功能于一体、实现“零距离换乘”的综合客运枢纽,大力推进一级公路客运站建设,地级市至少拥有1个一级客运站。


对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。