





上沅工程技术(嘉兴市分公司)经销批发 橡胶支座,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。本公司经销的[关品种齐全、价格合理。上沅工程技术(嘉兴市分公司)实力雄厚,重信用、守合同、确保产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。



除此之外,当结构断面尺寸大于500mm时,CB型中埋式橡胶止水带的宽度不宜小于300mm,当CB型止水带进行弯曲放置时,其转弯半径不得小于300mm。中埋式橡胶止水带产品标准按止水带GBl8173.2—2000是利用橡胶的高弹性和压缩变形性,在各种荷载下产生弹性变形,从而经济型中埋式橡胶止水带起到紧固密封有效地防止建筑构件的漏水,渗水,并起到减震缓冲作用,可确保工程建筑物的使用寿命。



一、产品简介
止水带是利用橡胶的高弹性和压缩变形性的特点,在各种载荷下产生弹性变形,从而起到有效紧固密封,防止建筑构造的漏水,渗水及减震缓冲作用。在一般较大工程的建筑设计中,由于不能连续浇注,或由于地基的变形,或由于温度变化引起的混凝土构件热胀冷缩等原因,需留有施工缝、沉降缝、变形缝,在这些缝处必须安装止水带来防止水的渗漏问题。止水带主要用于混凝土现浇时设在施工缝及变形缝内与混凝土结构成为一体的基础工程,如地下设施、隧道涵洞、输水渡槽、拦水坝、贮液构筑物等。
二、技术标准
止水带的尺寸公差、技术要求、实验方法、检验规则符合国标标准GB18173.2-2000橡胶止水带全部要求。



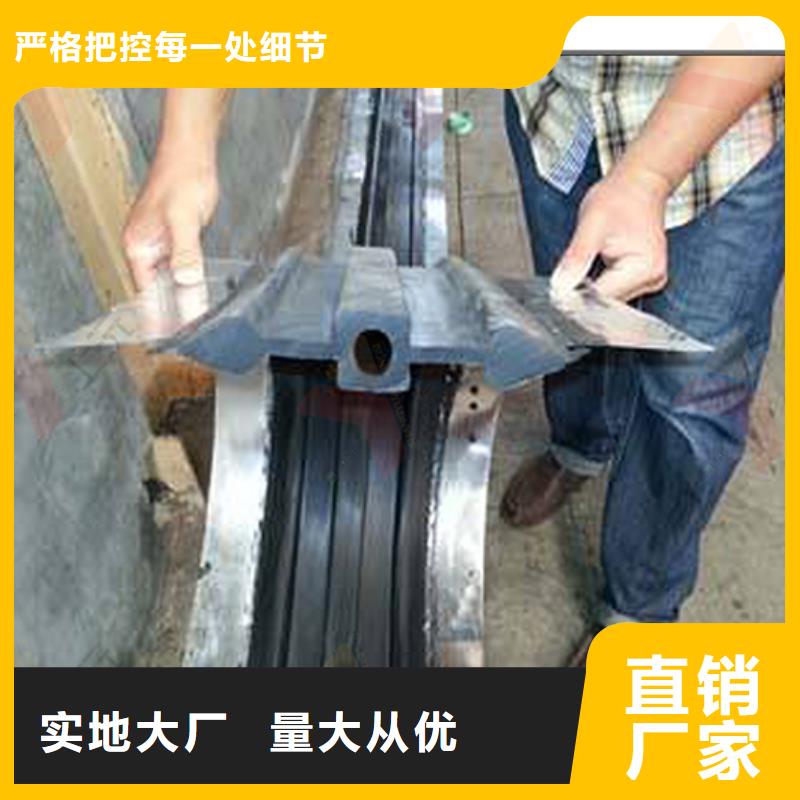
在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。