



联系我们

景观桥梁护栏厂家发货快型号齐全
更新时间:2025-05-30 07:46:30 ip归属地:唐山,天气:多云,温度:17-28 浏览次数:12 公司名称:聊城 中泓泰金属制品(唐山市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 160/米 |
| 发货期限 | 7 |
| 供货总量 | 100000 |
| 运费说明 | 含运费 |
| 小起订 | 1 |
| 质量等级 | ASS级 |
| 是否厂家 | 是 |
| 产品材质 | 不锈钢 |
| 产品品牌 | 中泓泰 |
| 产品规格 | 168 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | 168 |
| 可售卖地 | 全国发货 |
| 产品颜色 | 可选 |
| 质保时间 | 十年 |
| 外形尺寸 | 可定制 |
| 适用领域 | 交通 |
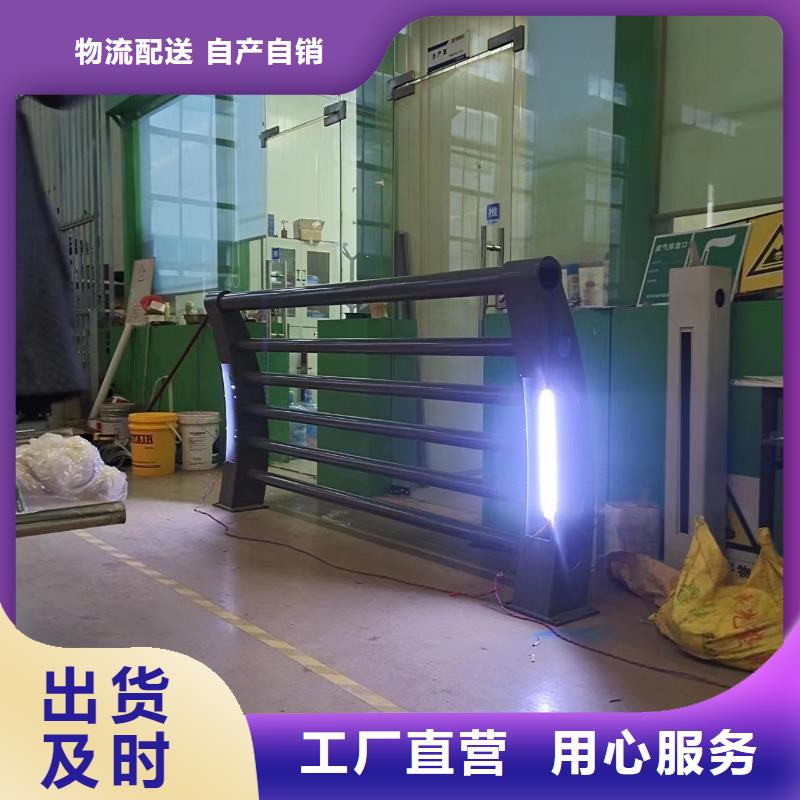




唐山景观桥梁护栏厂家发货快型号齐全


桥梁不锈钢护栏和桥梁不锈钢复合管护栏的区别; 桥梁不锈钢护栏常用的是201材质和304材质,不锈钢抗腐蚀耐磨和卓越美丽的外表, 桥梁不锈钢复合管护栏由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。符合****节能及普及的原则。护栏不锈钢复合管于2002年****标准GB/T18704-2002正式颁布,从材料质量选择,检验等方面都有了一整套严格规范的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。通俗地说就是碳钢管外包一层不锈钢。一般用在装饰方面。颜色没有变化,还是呈现不锈钢原来的颜色。复合管比不锈钢便宜、比碳钢效果好,外观跟不锈钢一个样,只有从断面和里面可以看出来哦。 护栏不锈钢复合管是由不锈钢复合而成的,它主要成分的是不锈钢的,是比较坚固,耐用,抗腐蚀,不容易生锈等特点。在以后的建设以及装修中也是经常遇到的护栏不锈钢复合管材料必须坚固、耐用、,空心材料则必须有足够壁厚;栏杆的高度必须达到****新标准,低层、多层建筑不得低于1.05米,中高层、高层建筑和中小学校不得低于1.1米,托儿所和幼儿园不得低于1.2米;在中小学和幼儿园,构造做法上不允许采用容易攀爬的形式,使用垂直杆件。 山东中泓泰金属制品有限公司始终坚持以更优质的产品,更好地经营服务理念,为广大用户服务,并已建立了稳定的国内市场销售网络。公司遵循“客户至上,诚信为本”的经营方针,以合理的价格,优良的信誉竭诚为社会各界朋友提供有效的服务。我们始终坚持“互惠互利,薄利多销”的经营策略,完善销售服务体系不断把创新、优良的产品送到客户身边,与广大客户共创一个互惠互利的合作平台!欢迎来电垂询或亲临指导。我公司将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户。


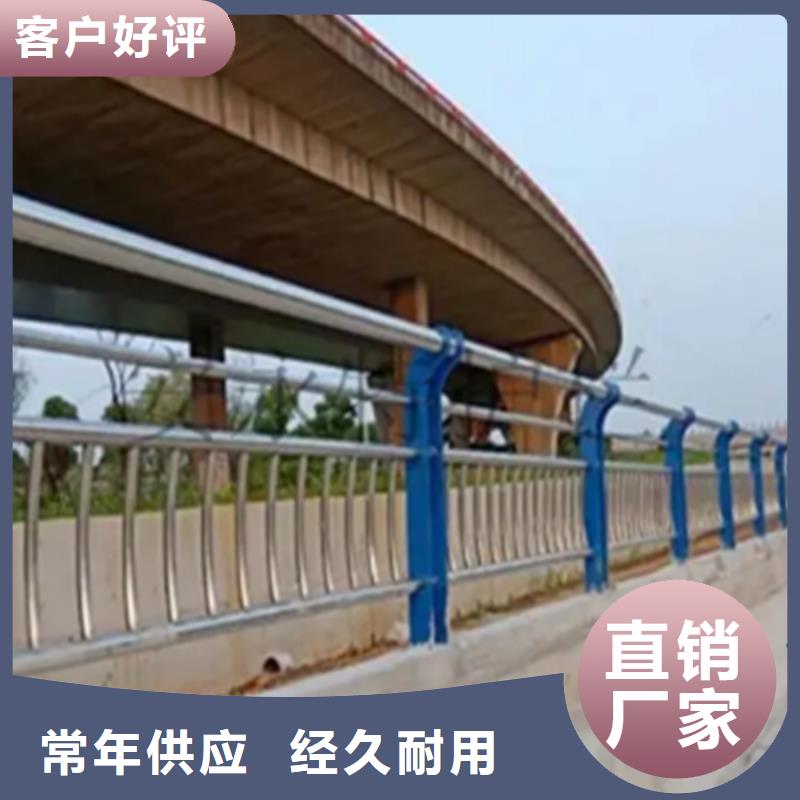
伴随着城市的发展趋向,唐山公路桥梁也司空见惯,唐山桥梁景观不锈钢护栏是公路桥梁不可缺少的构成部分,对以往的过路人和车辆都有着不可替代的修理实际效果,具备特别关键的危害。可是许多顾客对唐山唐山桥梁不锈钢栏杆的把握只逗留在外观设计上,对组装和施工工艺不了解。今日就来简易分析一下桥梁景观不锈钢护栏组装时要留意的地区。 生产工艺流程:施工准备-施工测量-开料-电焊焊接组装-抛光处理-焊接检测-打磨抛光。 重要建筑施工方式的六大疑难问题: 唐山 1.工程施工前,应开展当场施工测量,并测算各种各样桥梁景观护栏的长短。 依据各种各样桥梁景观不锈钢护栏的长短精准地开展开料,其构件的开料长短可以偏差为1Mm。 唐山3.挑选适宜的焊接方法、焊条孔径、电焊焊接电流量、电焊焊接速率等。,并依据焊接方法开展研究和验证。 唐山 4.脱脂除污解决方法:电焊焊接前查验焊接和拼装空隙是不是符合要求,精准定位电焊焊接是不是坚固,焊接周边不应该有油迹。不然,应挑选三氯代丁二烯、苯、车用汽油、中性洗涤剂或其它化工品用不锈钢线刷清理。必需时,可应用研磨设备开展打磨和打磨抛光,碾磨金属表层后开展电焊焊接。 唐山 5.电焊焊接时,应应用偏细的不锈钢焊条(焊丝)和较小的点焊电流量。电焊焊接时,连接标准件的焊接应坚固,焊接应圆滑,电焊焊接金属表层的焊波应匀称,无裂纹、电焊焊接恶性肿瘤、电焊焊接瘢痕、烧穿、弧坑和化学纤维出排气口等缺点,电焊焊接地区不可有磁控溅射。 桥梁景观不锈钢护栏电焊焊接组装成功后,对无显著凹痕或突起比较大焊珠的焊接,可直接开展打磨抛光。唐山可是,针对有凹凸沉渣或大焊珠的焊接,则选用打磨机开展抛光处理,打磨抛光后再开展打磨抛光。打磨后一定要使外观设计光洁,光滑,无显著的焊接印痕唐山山东中泓泰金属制品有限公司
不锈钢护栏不锈钢复合管护栏焊接的步骤供大家进行参考: 1、不锈钢复合管焊条凡间有钛钙型和低氢型两种。焊接电流尽能够采用直流电源,有利于克制焊条发红和熔深浅。钛钙型药皮的焊条不合适做全地位焊接,只适合平焊和平角焊;低氢型药皮的焊条可做全地位焊接。 2、不锈钢复合管焊条在运用时应坚持枯燥。为避免发生裂纹、凹坑、气孔等缺陷,钛钙型药皮焊前经150-250℃烘干1h,低氢型药皮焊前经200-300℃烘干1h。不克不及屡次反复烘干,不然药皮易零落。 3、焊口清算洁净,还避免焊条沾上油及其它脏物,以免添加焊缝含碳量并影响焊接质量。 4、为避免加热而发生晶间侵蚀,焊接电流不宜过大,普通应比碳钢焊条低20%左右,电弧不要过长,层间快冷,以窄道焊为宜。 5、应尽量采用短弧焊接,弧长普通2-3mm,电弧过长易发生热裂纹。 6、运条:应采用短弧疾速焊,普通不答应横向摆动,其目标是削减不锈钢复合管焊接热量和热影响区宽度,进步焊缝抗晶间侵蚀才能和削减热裂纹的倾向。 7、不锈钢复合管的焊策应稳重选用焊条,避免焊条选用欠妥呈现热裂纹或高温热处置后惹起σ相析出,使金属脆化。参照不锈钢复合管与异种钢的焊条选择规范进行选用,并接纳恰当焊接工艺。 不锈钢复合管焊接的工艺和制作的流程都是比较的严谨的,对于技术的性能要求是比较高的,要按照相关的步骤进行焊接,出现问题的话会发生事故的,特别是用不锈钢复合管做成的桥梁护栏,栏杆,还有用在交通上的设施更是要会发生事故的所以说一定要焊接合格才行!

 <唐山>中泓泰金属制品有限公司
<唐山>中泓泰金属制品有限公司

